Menetmarók: Maximális precizitás és biztonság a CNC technológiában
A menetmarók a legmagasabb szintű folyamatbiztonságot nyújtják a CNC megmunkálás során, mivel kiküszöbölik a beszakadt menetfúrók okozta munkadarab-selejt kockázatát. A keményfém menetmarókkal egyetlen szerszámmal készíthetők belső és külső menetek, pontosan szabályozható a menetmélység és a tűrés, miközben a kiváló forgácstörésnek köszönhetően még a legszívósabb anyagokban is stabil marad a gyártási folyamat.

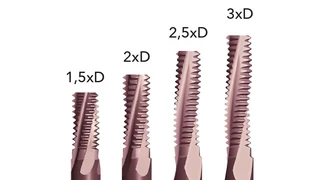





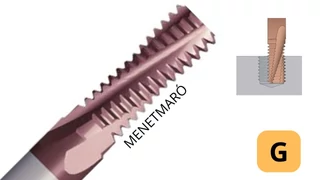


A menetmaró univerzális menetkészítő szerszám CNC gépre. Egy szerszámmal készülhetnek az azonos emelkedésű különböző átmérőjű jobbos és balos menetek átmenő és zsákfuratban. A legkisebb marható menet M1, felső korlát nincs. A jó forgácsolási körülmények lehetővé teszik a menetmarást akár edzett acélba is 65 HRC-ig.
Miért a menetmarás a legbiztonságosabb technológia?
A menetmarás egyik legnagyobb előnye a menetfúrással szemben a szerszámtörés esetén jelentkezik. Míg egy beszakadt menetfúrót szinte lehetetlen roncsolásmentesen eltávolítani, a menetmaró törésekor a szerszámtest kisebb átmérője miatt egyszerűen kiemelhető a furatból, így a munkadarab menthető marad. Ez különösen kritikus a nagy értékű alkatrészek gyártásánál.
A technológia mérnöki előnyei:
- Sokoldalúság: Egyetlen menetmaróval (azonos emelkedés esetén) különböző átmérőjű meneteket készíthetsz, legyen szó jobb- vagy balmenetről.
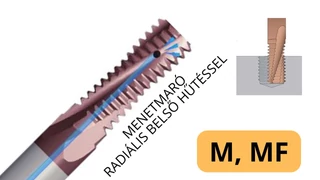
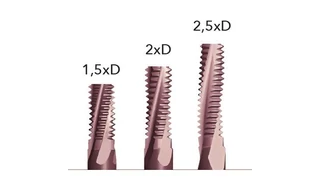
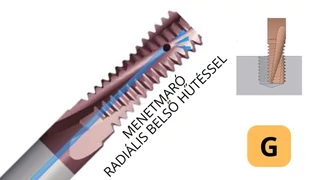
- Tökéletes forgácskihordás: A menetmarás során keletkező apró forgácsokat a hűtőfolyadék könnyedén kimossa, így nem áll fenn a forgácsbeszorulás veszélye zsákfuratoknál sem.
- Kemény anyagok megmunkálása: A keményfém alapanyagnak és a speciális bevonatoknak köszönhetően akár 60 HRC keménységű anyagokba is készíthető menet.
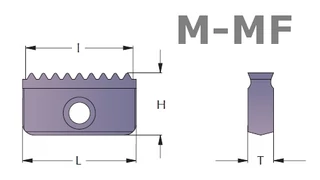
- Tiszta menetprofil: A szerszám kisebb érintkezési felülete miatt kisebb a forgácsolási erő, ami pontosabb geometriát és jobb felületi minőséget eredményez.
SmiCut és a technológiai háttér
A Perfor.hu kínálatában található SmiCut keményfém menetmarók a legmodernebb bevonatrendszerekkel (pl. TiAlN) készülnek. Ez lehetővé teszi a magas vágósebességet (Vc) és a hosszú éltartamot, ami elengedhetetlen az automatizált CNC gyártásban.
A megfelelő szerszám kiválasztásához és a forgácsolási technológia beállítáasához használd a SmiCut által kifejlesztett online menetmarási segédletet, amely az anyagminőség és a menetméretek megadása után ajánlatot tesz a megfelelő szerszámra, megkapod a forgácsolási adatokat, a menetmarási művelet idejét és a CNC programrészletet.
Mikor válaszd a menetmarót?
Ha a folyamatbiztonság az elsődleges szempont, ha vékony falú alkatrészekbe kell menetet készítened, vagy ha olyan drága alapanyagokkal dolgozol, ahol egy beszakadt menetfúró okozta selejt nem engedhető meg.
Egyéb esetben a gazdaságosság számít. A menetmarás beruházási költsége magasabb, de a menetfúrási és marási művelet gépi idejének különbsége miatt gyakran megtérül. A menetmarás műveleti idejét az online menetmarási segédlet használatával pillanatok alatt megtudod.
Gyakori kérdések a menetmarókról
Használható-e a menetmaró hagyományos (manuális) marógépen?
Nem. A menetmaráshoz szükséges a háromtengelyes szimultán mozgás (interpoláció), amit csak CNC vezérlés képes végrehajtani. A szerszám spirális pályán haladva alakítja ki a menetet.
Kell-e minden mérethez külön menetmaró?
Csak az emelkedésnek (pitch) kell egyeznie. Például egy 1,5 mm-es emelkedésű menetmaróval készíthetsz M10x1,5, M12x1,5 vagy akár M20x1,5-ös menetet is. Ez jelentősen csökkenti a szerszámkészletezési igényt.
Milyen magfuratot kell készíteni menetmaráshoz?
A magfurat mérete megegyezik a menetfúrásnál használatos méretekkel. Fontos azonban a furat pontossága, mert a menetmaróval a menetmélységet és a tűrést a CNC programban finomhangolhatod.