Precíziós gépi dörzsárak – Százados méretlépcsőkkel
A precíziós dörzsárakat olyan speciális furatmegmunkálási feladatokhoz használják, ahol a standard H7-es tűrés nem elegendő, vagy egyedi szuper-pontos illesztés kialakítása a cél. Kínálatunkban a 0,01 mm-es lépcsőkben elérhető néhány mikronos gyártási tűréssel készülő HSSE (kobaltos) és keményfém dörzsárak biztosítják a megoldást a precíziós gépgyártás, a szerszámkészítés és a javítóipar számára, lehetővé téve a furatok mikronpontosságú megmunkálását.
A dörzsárat úgy kell megválasztani, hogy annak mérete a gyártási tűrést figyelembe véve a megmunkálandó furat tűrésmezején belül legyen. Bővebben.>>



.
Szuper-pontos furatmegmunkálás precíziós dörzsárakkal
Vannak esetek, amikor a szabványos H7-tűrések nem felelnek meg a technológiai követelményeknek. Legyen szó egy speciális csap illesztéséről, vagy egy galvanizálás előtti furatméret beállításáról, a százados dörzsárak elengedhetetlenek. A precíziós dörzsár szűk gyártási tűrésekkel készül, méretsora 0,01 mm átmérő fokozatonként növekszik.
A Perfor.hu-nál kapható szerszámok 5% kobalttartalmú gyorsacélból (HSSE) vagy keményfémből készülnek, ami hosszú éltartamot biztosít ötvözött acélokban és rozsdamentes anyagokban is.
Mikor válassz precíziós (százados) dörzsárat?
- Egyedi illesztések: Ha a tervező nem H7-es, hanem például P7 vagy K7 tűrést írt elő, a megfelelő százados mérettel ez pontosan kivitelezhető.
- Bevonatolás előkészítése: Ha a furat falát később krómozzák vagy egyéb bevonattal látják el, a dörzsárral előre bekalkulálható a rétegvastagság.
- Furatjavítás: Ha egy furat minimálisan túlfutott a tűrésen, a következő százados méretre való felfúrással és egy egyedi csap gyártásával a munkadarab megmenthető.
Műszaki paraméterek és méretek
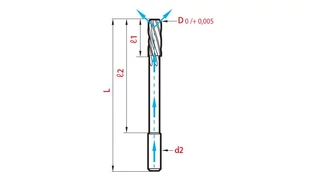
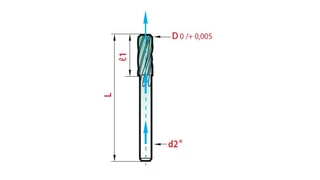
Precíziós dörzsáraink balos spirállal és egyenlőtlen fogosztással rendelkeznek, ami garantálja a rezgésmentes megmunkálást és a tükrös felületet. A raktárkészletünk a leggyakoribb százados méreteket lefedi.
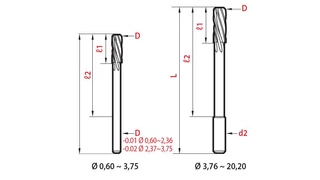
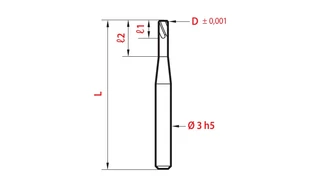
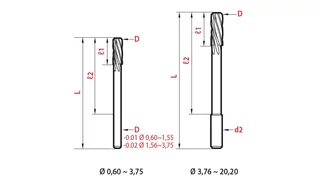
A dörzsárak gyártási tűrései:
Ø 0,6-3 mm átmérőjű dörzsárak tűrése: 0+0,003
Ø 3-6 mm átmérőjű dörzsárak tűrése: 0+0,004
Ø 6-20,2 mm átmérőjű dörzsárak tűrése: 0+0,005
A dörzsár méretének megválasztása a furat tűréséhez:
Furatmegmunkálásnál a dörzsár méretét úgy kell megválasztani,
hogy az a gyártási tűrést figyelembe véve a furat tűrésmezején belül legyen.
Ezt a feladatot megkönnyíti az online dörzsár választó segédlet
Példa a dörzsár kiválasztására:
Furat méret:
Ø3 E8 (= 3,014...3,028 mm)
Ajánlott dörzsár:
Ø3,02 (= 3,020...3,024 mm)

(A példánál marad 0,004 mm felső tartalék megmunkálási hibára és 0,006 mm alsó tartalék a dörzsár kopására.)
Szakmai támogatás a választáshoz
A százados méretek kiválasztása nagy odafigyelést igényel. A Perfor.hu munkatársai segítenek a technológiai számításokban, legyen szó a speciális tűréshez megfelelő szerszám kiválasztásáról, a ráhagyás mértékéről vagy a forgácsolási sebesség meghatározásáról. Ne feledd: precíziós megmunkálásnál a minőségi vágóolaj használata nem opció, hanem alapfeltétel a mérettartáshoz!
Gyakori Kérdések (FAQ)
1. Mi a különbség a H7 és a precíziós dörzsár között?
A H7-es dörzsár egy fix tűrésmezőre készül. A precíziós dörzsár ezzel szemben 0,01 mm-es lépcsőkben rendelhető nagyon szűk tűréssel, így bármilyen egyedi méret kialakítható vele.
2. Mekkora a ráhagyás százados dörzsárazásnál?
Az átmérőtől és a tűrésmező nagyságától függ. Szűk tűrés esetén a ráhagyás általában kisebb, mint a normál dörzsárazásnál. Javasolt a névleges méretnél 0,05-0,1 mm-rel kisebb furat előkészítése.
3. Használható-e CNC gépen és hagyományos gépen is?
Igen, de a százados pontosság eléréséhez elengedhetetlen a pontos befogás (pl. hidraulikus vagy precíziós patronos tokmány) és a gép orsójának tökéletes futása.









