Rádiuszos marók – Gömbvégű, sarokrádiuszos és negyedkör marók
A VHM rádiuszos marók a precíziós felületmegmunkálás és alakmarás alapvető eszközei. Kínálatunkban megtalálhatóak a 3D kontúrmaráshoz optimalizált gömbvégű marók, a feszültséggyűjtő pontok kiküszöbölésére szolgáló sarokrádiuszos marók, valamint a külső élek lekerekítésére tervezett negyedkör (konvex) marók. A mikroszemcsés keményfém alapanyag és a modern bevonatok garantálják a rezgésmentes futást és a sorjamentes, tükrös felületet még edzett acélok megmunkálásakor is.









Precíziós felületmegmunkálás keményfém rádiuszmarókkal
A modern szerszámgyártás és alkatrészmegmunkálás elképzelhetetlen nagy teljesítményű rádiuszos szerszámok nélkül. Ebben a kategóriában a Perfor.hu kizárólag VHM (Solid Carbide) kivitelű marókat kínál, amelyek a legmagasabb követelményeknek is megfelelnek a formaüreg-marás és az éllekerekítés terén.
Főbb típuskörök és alkalmazási területek:
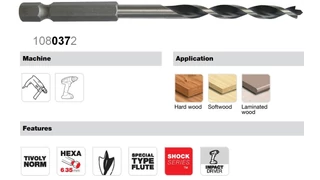
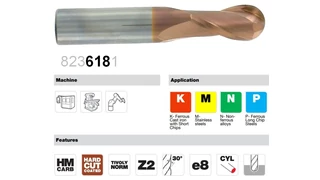
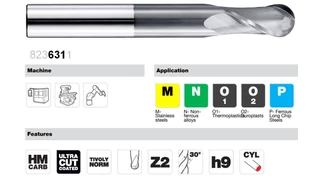
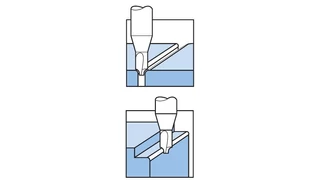
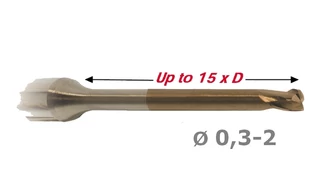
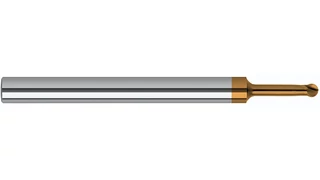
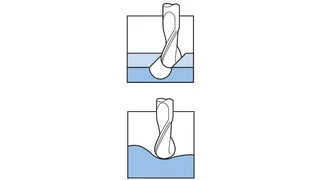
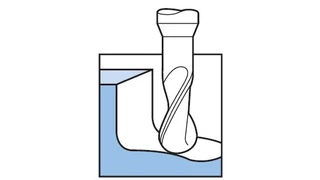
- Gömbvégű marók (Ball Nose): Elsősorban 3D-s szabadformájú felületek nagyolásához és simításához. A gömbgeometria lehetővé teszi a bonyolult kontúrok egyenletes megmunkálását.
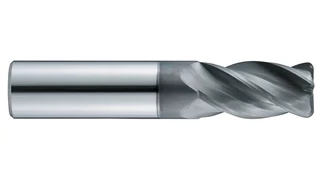
- Sarokrádiuszos marók: Olyan ujjmarók, ahol az élsarok le van kerekítve. Ez jelentősen növeli a szerszám éltartamát (megakadályozza a sarok kipattogzását) és csökkenti a munkadarab feszültségkoncentrációját a belső sarkokban.
- Negyedkör marók (Konvex): Külső élek precíz, adott sugárral (rádiusszal) történő lekerekítésére szolgálnak. Segítségével elkerülhető a kézi sorjázás és esztétikus, egyenletes élek hozhatóak létre.
Miért a keményfém (VHM) kivitelt válaszd?
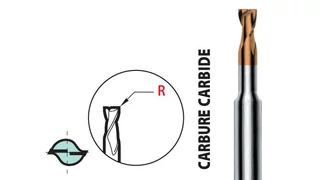
A rádiuszos marásnál a szerszám hegye és az oldala eltérő kerületi sebességgel dolgozik. A mikroszemcsés keményfém alapanyag biztosítja azt a szívósságot és éltartamot, amely elengedhetetlen az ilyen típusú összetett terheléseknél. Szerszámaink kiválóan alkalmasak acél, rozsdamentes acél, öntvény és alumínium megmunkálására is.
Technológiai előnyök:
- HSC megmunkálás: Magas fordulatszámon is stabil marad, minimálisra csökkentve a ciklusidőt.
- Bevonatos opciók: Számos típusunk TiAlN vagy egyéb kemény bevonattal ellátott, ami lehetővé teszi az edzett acélok (akár 60 HRC felett) megmunkálását is.
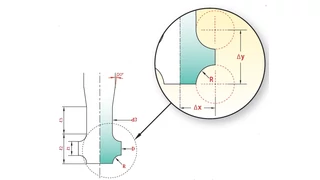
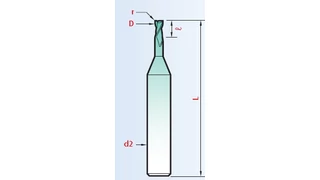
- Precíz sugártűrés: A Magafor és Tivoly gyártástechnológiája garantálja, hogy a maró által hagyott rádiusz tizedmilliméter pontos legyen.
Mérnöki tanács: Gömbvégű maróval végzett simításnál a felületi érdesség (Rz) nagyban függ az oldalirányú fogásvételtől (ae). A tükrös felület eléréséhez használjon kis fogásmélységet és magas fordulatszámot megfelelő hűtés-kenés mellett.