Központfúrók és NC bekezdőfúrók
A központfúrók és NC bekezdőfúrók a furatkészítés elengedhetetlen előkészítő szerszámai, de alkalmazásuk eltérő: a központfúró (DIN 333) esztergáláshoz, a csúcsfészek kialakításához használatos, míg az NC bekezdőfúró a CNC megmunkálásnál a fúró elvándorlását akadályozza meg. A Perfor.hu kínálatában HSS, HSSE kobaltos és keményfém kivitelben is megtalálod ezeket a precíziós szerszámokat, különböző csúcsszögekkel (60°, 90°, 120°).





Mi a különbség? Válaszd a feladathoz illő szerszámot!
Bár a köznyelvben gyakran keveredik a két elnevezés, a gépgyártásban technológiailag fontos a különbségtétel a pontos végeredmény érdekében.
Központfúró (DIN 333) – Esztergáláshoz
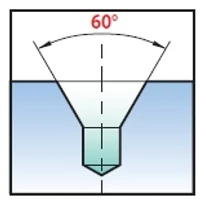
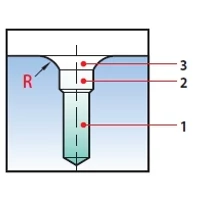
A klasszikus központfúró feladata a tengelyek végein a 60 fokos csúcsfészek kialakítása. Ez teszi lehetővé a munkadarab biztonságos megtámasztását forgócsúccsal. Jellemzője a vékony vezetőhegy, amely után következik a kúpos süllyesztő rész.
- Alkalmazás: Esztergapadokon, tengelyek központosítására.
- Szabvány: Jellemzően DIN 333 "A" és "R" alak.






NC bekezdőfúró – CNC megmunkáláshoz
Az NC bekezdőfúró nem rendelkezik vezetőheggyel, kialakítása robusztus és merev. Feladata, hogy a későbbi csigafúró számára egy pontos "fészket" üssön, megelőzve annak elhajlását vagy elvándorlását.
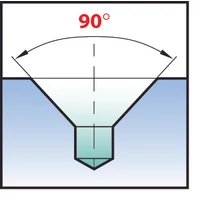
- 90°-os bekezdőfúró: Univerzális használatra, valamint 90 fokos éltörések (süllyesztések) kialakítására is alkalmas.
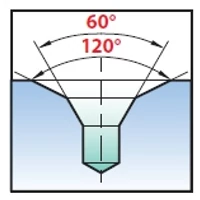
- 120°-os bekezdőfúró: Javasolt a 118-120 fokos csúcsszögű csigafúrók elé, mivel így a fúró élei egyszerre érnek az anyaghoz, javítva a központosságot.




Anyagminőség a Perfornál
A nagy sorozatszámú CNC munkákhoz a keményfém bekezdőfúrókat ajánljuk, amelyek extrém merevséget és hosszú éltartamot biztosítanak. Kézi vagy hagyományos gépi munkákhoz a HSSE (kobaltos) változatok nyújtják a legjobb ár-érték arányt, különösen rozsdamentes acélok megmunkálásakor.
Gyakori kérdések a központozásról
Használhatok-e központfúrót (DIN 333) furatindításra CNC-n?
Nem javasolt. A központfúró vékony vezetőhegye rendkívül sérülékeny; ha a gép nem tökéletesen merőleges vagy rezgés lép fel, a hegy könnyen letörik és belegyógyul a furatba. CNC-n mindig NC bekezdőfúrót használj!
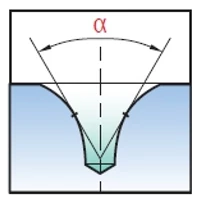
Melyik csúcsszöget válasszam az NC bekezdőhöz?
A szabály: a bekezdőfúró szöge legyen nagyobb vagy egyenlő, mint a későbbi csigafúróé. Ha a fúród 118 fokos, a 120-as bekezdő ideális. Ha a fúród 140 fokos (keményfém), akkor 142 vagy 145 fokos bekezdőt célszerű keresni.
Milyen mélyen kell "bekezdeni" a fúróval?
Elég csak egy kis fészket készíteni, ahol a csigafúró keresztéle már megvezetődik. Általában a fúró átmérőjének 1/4-e vagy 1/3-a elegendő mélység.









