Fémfúrók kézi és kisgépes használatra
A kisgépes fémfúrók (hengeres szárú csigafúrók) a legelterjedtebb szerszámok kézi fúrógépekben, akkus csavarozókban és műhelyszintű oszlopos fúrógépekben történő felhasználásra. A DIN 338 szabvány szerinti kínálatunkban a gazdaságos HSS-R, a precíziós köszörült HSS-G, valamint a rozsdamentes acélokhoz nélkülözhetetlen kobaltos HSS-Co fúrók egyaránt megtalálhatók, biztosítva a tiszta furatképet és a hosszú szerszáméltartamot.












 Fúrókészletek >>
Fúrókészletek >>
.
Hogyan válasszunk fémfúrót a feladathoz?
A fémfúrás sikere a kézi gépeknél leginkább a fúró alapanyagán és a helyes fordulatszám megválasztásán múlik. Mivel a kézi fúrásnál a szerszámvezetése nem olyan merev, mint a CNC gépeken, a fúrónak bírnia kell a kisebb oldalirányú terheléseket is.
Főbb fúrótípusok alapanyag szerint:
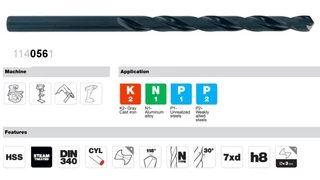
- HSS-R (Hengerelt): Fekete színű, rugalmas fúrók általános szerkezeti acélokhoz és öntvényekhez. Kiváló ár-érték arányú megoldás, ha a rugalmasság fontosabb a pontos méretnél.
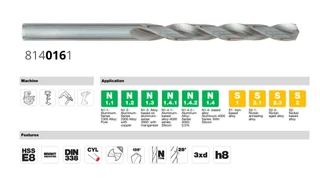
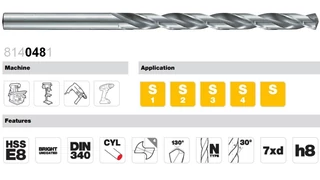
- HSS-G vagy egyszerűen csak HSS (Köszörült hornyú): Fényes felületű, nagy pontosságú fúrók. A köszörült él könnyebben hatol az anyagba, kisebb előtoló erőt igényel, és pontosabb furatátmérőt ad.
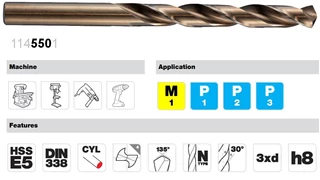
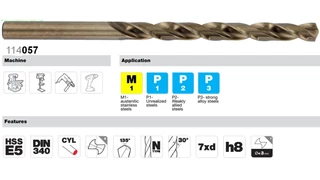
- HSSE (Kobaltos): Az alapanyag 5% vagy 8% kobaltot (Co) tartalmaz. Erősen ötvözött, rozsdamentes acélokhoz (Inox), saválló anyagokhoz és nagy szakítószilárdságú fémekhez ajánljuk.
Hogyan válaszd ki a megfelelő fúrót?
-
Általános acélhoz és vashoz: Válassz köszörült hornyú fúrót. Ezek pontosabbak és tartósabbak, mint a hengerelt változatok. A választékban a Standard kivételével minden fúró köszörült hornyú.
-
Rozsdamentes acélhoz (INOX): Kizárólag HSSE (5% kobalt) tartalmú fúrót használj (pl. T560), mert a normál fúró pillanatok alatt leég az anyagban.
-
Vékony lemezekhez: Használj lépcsős hegyű fúrót, hogy elkerüld a furat "háromszögletűvé" válását és a szerszám beszorulását.
-
Helyszíni szereléshez: A keresztélezett (split point) fúrók a legjobbak, mert nem csúsznak el a sima felületen.
Technikai részletek: Csúcsszög és élezés
A legtöbb professzionális fémfúrónk 118 vagy 135 fokos csúcsszöggel készül. A 135 fokos, keresztél-köszörült (Split Point) típusok nagy előnye, hogy nem „vándorolnak el” a fúrás megkezdésekor, így sok esetben pontozás nélkül is pontosan indítható a fúrás még gömbölyű felületeken is.
Perfor tipp: A fúró élettartamának növelése
Kézi fúrásnál a leggyakoribb hiba a túl magas fordulatszám és a kenés hiánya. A súrlódási hőtől a fúró éle kilágyul és „leég”. Használj mindig vágó-fúró spray-t vagy pasztát, és nagyobb átmérőknél csökkentsd a gép fordulatszámát!
Gyakori kérdések a fémfúrókról
Miért törik el a vékony fúró?
A vékony (1-4 mm) fúrók leggyakrabban a fúrógép instabil tartása (bebillenése) miatt törnek el. Kézi fúrásnál törekedj a merőleges tartásra, vagy használj fúróállványt. A túl alacsony fordulatszám is okozhat elakadást és törést.
Lehet-e a kobaltos fúrót élezni?
Igen, a HSSE (HSS-Co) fúrók teljes keresztmetszetükben tartalmazzák a kobaltot, így az élezés során nem veszítik el keménységüket és hőállóságukat. Fontos azonban az eredeti élgeometria és csúcsszög megtartása.
Melyik fúró jó rozsdamentes acélhoz (Inox)?
Kizárólag a kobaltos (HSSE vagy HSS-Co 5%) fúrók alkalmasak az Inox megmunkálására. A normál HSS fúrók másodpercek alatt tönkremennek a rozsdamentes anyag keményedési hajlama és a magas hőtermelés miatt. A legjobb választás a bevonatos INOX geometriájú fúró (például a T560 típus)











