
Dörzsárak 4000 méretben - H7 és minden más tűréshez
Dörzsárak bármilyen méretű és tűrésű furathoz 0,2 és 20 mm között.
Kúposság kalkulátorAdj meg 3 ismert értéket (szögből csak egyet)!
|
**
**
Kúpos felületeket esztergálással, vagy köszörüléssel is elő lehet állítani, de furatok esetében a legegyszerűbb a kúpos dörzsár használata, amiről még később szó lesz. Először tisztázzunk néhány fogalmat a kúpokkal kapcsolatban.

A dörzsárak kúposságát százalékban, vagy törtszámmal adják meg, de a rajzokon sokszor a félkúpszög, vagy a teljes kúpszög szerepel, ezért kell átszámolni.

Például
· 2% kúposság, vagy 1:50 kúp,
· 5% kúposság, vagy 1:20 kúp
· 6,25% kúposság, vagy 1:16 kúp
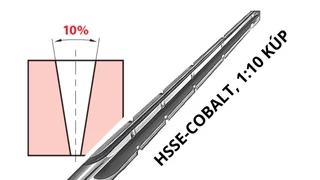
· 10% kúposság, vagy 1:10 kúp
az alábbi képlettel számolható:

ahol
k – a kúposság [%]
D – a nagy átmérő [mm]
d – a kis átmérő [mm]
L – a kúp hossza [mm]
Például
D=12 mm, d=4,8 mm, L=90 mm esetén a kúposság: 8%

Ha a fenti 4 érték közül hármat ismerünk, akkor az egyenlet átrendezésével bármelyik ismeretlent ki tudjuk számolni. Például, ha ismerjük a kúposságot, a nagy átérőt és a kúp hosszát akkor a kis átmérő:


A rajzokon gyakran nem százalékosan adják meg a kúposságot, hanem a kúpszöget tüntetik fel, amelynek mértékegysége fok és perc. A kúpszög lehet teljes kúpszög, vagy félkúpszög, sajnos nincs egységes gyakorlat, ezért az átszámításnál figyelmesnek kell lenni.

Ha a furat félkúpszöge α és a hozzá való dörzsár kúposságát kell meghatározni, akkor a képlet:

Például, ha a félkúpszög 4°, akkor a kúposság megközelítőleg 14%.

(tan helyett tg is lehet a tangens jelölése)


(tan-1 helyett atan, arctg vagy arctan is lehet az arkusz tangens jelölése)
Ha a β a teljes kúpszög, akkor az átszámítás


A legelső példához kapcsolódva a 8% kúpossághoz tartozó teljes kúpszög: 4,58°, ami 4°34'

A kúpos furatokat általában csigafúróval előfúrják a kis átmérőnél valamivel kisebb méretre. Ha nagy az eltérés a kis és nagy átmérő között, akkor célszerű lépcsőzetesen több méretre felfúrva közelíteni a kúpos felületet, hogy a dörzsárat és a munkadarabot is megkíméljük a nagy terheléstől.


A dörzsárak többsége csavart hornyú, de vannak egyenes hornyú dörzsárak is, esetleg forgácstörő hornyokkal megszakítva, amelyek különösen precíz felületet adnak, mert kiküszöbölik az előfúrt felület hibáinak átörökítését.
A kézi dörzsárak végén menesztő négyszög van kialakítva, amelyet hajtóvassal lehet forgatni. A gépi dörzsárak szára hengeres, vagy Morse kúpos.
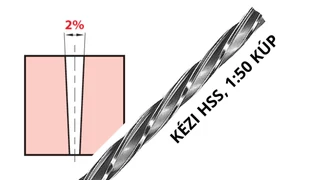
Ø 0,8-50 mm 1:50 kúp (2%)
Az 1:50 kúposságú kézi dörzsárakat kifejezetten kúpos szegek furatainak végmegmunkálására tervezték. A HSS gyorsacél alapanyag és a precízen köszörült élek biztosítják, hogy a furat kúpossága tökéletesen illeszkedjen a szabványos kúpszegekhez, garantálva a gépelemek elmozdulásmentes rögzítését.
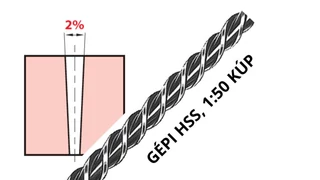
Ø 2-12 mm, 1:50 kúp (2%)
A hengeres szárú 1:50 kúpos gépi dörzsár a modern megmunkálóközpontok és precíziós fúrógépek alapvető szerszáma. A DIN 212 szabványnak megfelelő kialakítás biztosítja a szabványos kúpszegekhez szükséges pontos illeszkedést és a kiváló felületi minőséget.
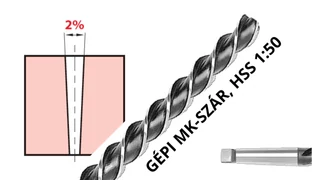
Ø 5-50 mm 1:50 kúp (2%)
Nagyobb átmérők és robusztusabb megmunkálások esetén a Morse-kúpos (MK) 1:50 gépi dörzsár a legmegbízhatóbb választás. Az MK szár biztosítja a maximális nyomatékátvitelt és a rezgésmentes futást, ami elengedhetetlen a kúpszegek tökéletes illeszkedéséhez.
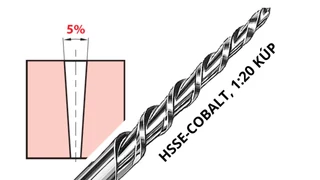
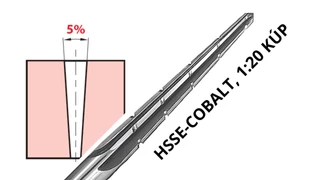
Ø 6-18 mm
1:20 arányú (5%) kúpos dörzsár prémium HSSE (Co5) acélból. Ideális szerszámacélokhoz és öntvényekhez, kifejezetten fröccsöntő szerszámok fúvókáinak és kúpos furatainak kialakításához.
Ø 2-14 mm,
1:20 kúpos (5%) dörzsár prémium HSSE (Co5) acélból. Ideális szerszámacélokhoz és öntvényekhez, kifejezetten fröccsöntő szerszámok fúvókáinak és kúpos furatainak kialakításához.
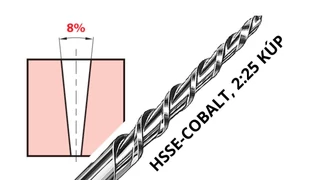
Ø 6-20 mm, 2:25 kúp (8%)
Speciális 2:25 kúposságú gépi dörzsár HSSE alapanyagból. A Magafor technológiája biztosítja a pontos kúpgeometriát és a rezgésmentes megmunkálást minden ipari alkalmazásnál.
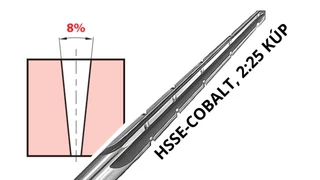
Ø 6-12 mm
Speciális 2:25 kúposságú (8%) gépi dörzsár HSSE alapanyagból. A Magafor technológiája biztosítja a pontos kúpgeometriát és a rezgésmentes megmunkálást minden ipari alkalmazásnál.
Ø 430 mm, 1:10 kúp (10%)
Meredekebb, 1:10 arányú kúpos dörzsár HSSE kobaltos gyorsacélból. Nagy igénybevételre tervezett ipari szerszám, amely biztosítja a furat tökéletes illeszkedését és felületi minőségét.
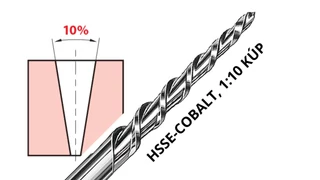
Ø 6-14 mm
Meredekebb, 1:10 arányú kúpos dörzsár HSSE kobaltos gyorsacélból. Nagy igénybevételre tervezett ipari szerszám, amely biztosítja a furat tökéletes illeszkedését és felületi minőségét. Az egyenes horony és a forgácstörő ökéletes kúpot eredményez.
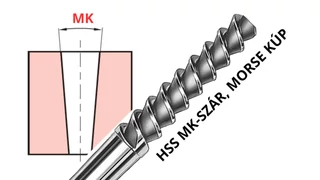
Mk0 - Mk5 kúp
Kúpos szárú HSS gépi dörzsár a Morse kúpos furatok megmunkálásához.
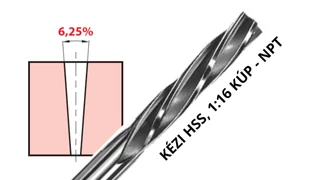
Nélkülözhetetlen szerszám a szakszerű kúpos menetfúráshoz. Ez az 1:16 arányú kúpos dörzsár előkészíti a furatot az NPT vagy Rc (BSPT) menetfúrók számára, biztosítva a tökéletes illeszkedést és a fémes tömítést. Használatával jelentősen csökkenthető a menetfúróra jutó terhelés és a szerszámtörés kockázata.
Dörzsárak bármilyen méretű és tűrésű furathoz 0,2 és 20 mm között.