.
Mi az a menetformázás?
Szakemberként tudod, hogy a menetfúrás egyik legnagyobb kockázata a beszoruló forgács és a szerszámtörés. De mi van akkor, ha egyszerűen elhagyjuk a forgácsképződést? A menetformázás nem forgácsoló, hanem képlékeny alakító eljárás, amelynél a szerszám belenyomja a menetet az anyagba. A Perfornál látjuk, hogy aki egyszer ráérez az előnyeire, ritkán tér vissza a hagyományos fúráshoz a megfelelő alapanyagoknál.
Miért jobb a formázott menet?
- Nincs forgács: Megszűnik a horonyba szoruló forgács okozta törésveszély. Ideális zsákfuratokhoz.
- Erősebb kötés: Az anyag szálszerkezete nem szakad meg, hanem tömörödik. A menet teherbírása jelentősen megnő.
- Nagyobb sebesség: A menetformázók (mint a prémium Tivoly megoldások) magasabb vágósebességet bírnak, így csökken a ciklusidő.
- Hosszabb éltartam: A masszívabb szerszámkeresztmetszet miatt a szerszám kevésbé hajlamos a törésre.
Milyen anyagoknál alkalmazhatod?
A szabály egyszerű: az anyag legyen alakítható. Ha a szakítónyúlás (A5) legalább 10%, a menetformázás zöld utat kap. Kiválóan működik alumíniumnál, réznél, lágyabb acéloknál és rozsdamentes anyagoknál is.
Pro tipp technológusoknak: A menetformázáshoz nagyobb előfúró átmérő szükséges, mint a menetfúráshoz! Ha a hagyományos fúróméretet használod, a szerszám meg fog szorulni és eltörik. Használd a webshopunkban található táblázatokat a pontos méretezéshez.
Ha stabilabb folyamatot és erősebb meneteket akarsz a CNC gépeden, a menetformázás a helyes irány.
Nézd meg menetformázó kínálatunkat a webshopon!
A menetformázási technológiáról
A menetformázás a menetfúrás helyett használható technológia.
Forgács nélkül, képlékeny alakítással készít menetet az anyag szövetszerkezetének átvágása nélkül. Átmenő és zsákfuratban egyaránt alkalmazható, de lényeges az anyag rugalmassága. A formázás gyorsabb és biztonságosabb a menetfúrásnál.

A menetformázás előfeltétele
A formázás hatékony menetgyártás minimum 10% fajlagos nyúlású és maximum 1200 N/mm2 szakítószilárdságú anyagoknál:
- ilyen az acélok nagy része,
- a korrózióálló acél,
- a titán,
- az alumínium,
- a réz,
- a hosszú forgácsot adó sárgaréz, stb.
Ha fúrásnál az anyag hosszú folyamatos forgácsot ad, akkor alkalmas menetformázásra.
A menetformázás előnyei:
- Nincs forgácsképzés, biztonságosabb a folyamat.
- Nagyobb pontosság, jobb felületminőség.
- Nagyobb tehetbírású lesz a menet.
- Nagyobb sebességgel dolgozik, hamarabb elkészül a menet.
- Hosszabb a szerszám élettartam.
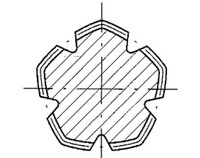
A menetformázó szerszám:

A menetformázó szerszám külső méretei megegyeznek a menetfúróéval (DIN 371, DIN 374, DIN 376), ami lehetővé teszi, hogy akár hagyományos, akár CNC gépen a menetfúró helyén használjuk. A fő különbség az, hogy nincsenek forgácsoló élei, hanem a körköröshöz közeli enyhén poligon alakja van, ami jól bevált a képlékeny menetalakításhoz. Az ötvözött és korrózióálló acélhoz való menetformázók felületén a tengellyel párhuzamosan kenőhornyokat találunk.
A TIVOLY FLASH-CUT menetformázók új generációja 25%-kal kisebb nyomatékot igényel!
Csúcsminőségű gyorsacél, innovatív geometria és optimalizált poligon teszi még jobbá a FLASH-CUT menetformázót.

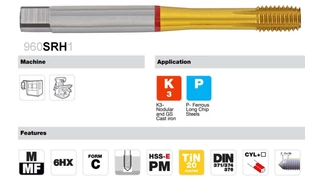
Menetformázó acélhoz:
HSSE-PM porkohászati gyorsacél
TIN bevonattal, kenőhorony nélkül és kenőhoronnyal


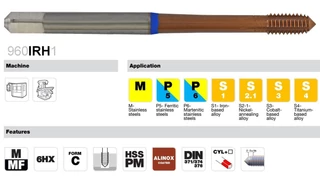
Menetformázó korrózióálló acélhoz:
HSSE gyorsacél
ALINOX bevonattal, kenőhoronnyal

Menetformázó alumíniumhoz:
HSSE-PM porkohászati gyorsacél
CrN-PLUS bevonattal kenőhorony nélkül
Alumínium megmunkáláshoz szerepel a kínálatban kenőhornyos menetformázó is. Ez hosszabb meneteknél indokolt, különösen zsákfuratban.
Előfúrás:
Az előfúrás lényeges tényező, ezért méretét és felületminőségét gondosan ellenőrizni kell. A helyes előfúrási átmérőt a terméklapokról megnyitható táblázatból látjuk, de az alábbi képlettel is kiszámolhatjuk:
6H tűrésű menetekhez:
- Min.előfurat = névl.átmérő - (0,48 x menetemelkedés)
- Max:előfurat = névl.átmérő - (0,43 x menetemelkedés)
6G tűrésű menetekhez:
- Min.előfurat = névl.átmérő - (0,46 x menetemelkedés)
- Max:előfurat = névl.átmérő - (0,41 x menetemelkedés)
Az előfúrási átmérő befolyásolja a kapott menetprofilt:
|
Csonka profil |
Helyes profil |
Túlzott profil |



Előfuratok mérete gyakori menetek formázásához
- M 3 → Ø 2,8
- M 4 → Ø3,7
- M 5 → Ø4,65
- M 6 → Ø5,55
- M 8 → Ø7,4
- M 8x1 → Ø7,55
- M10 → Ø9,3
- M10x1 → Ø9,55
- M12 → Ø11,2
- M12x1,5 → Ø11,3
- M14 → Ø13,1
- M14x1,5 → Ø13,3
- M16 → Ø15,1
Javaslat:
Célszerű süllyesztést tenni a furat elejére és végére, hogy elkerüljük az anyag felgyüremlését.

A kúpsüllyesztéshez való szerszámokat (akár egy műveletben a furat elején és végén) lásd a Sorjázás oldalon.
Nyomaték:
A menetformázás nyomatéka magasabb, akár kétszerese is lehet a menetfúrásénak. A nyomaték 2xD-nél hosszabb menetek formázásánál jelentős lehet. Ezért fontos, hogy az új menetformázó szerszámok kisebb nyomatékkal dolgoznak.
A formázás nyomatéka viszont állandó, szemben a menetfúráséval, ahol a nyomaték a szerszámkopással növekszik.
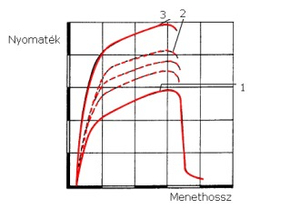
1 - új menetfúró
2- kopott menetfúró
3 - menetformázó
A formázás sebessége
Az optimális sebességet alkalmazásonként kell beállítani. Általános irányérték, hogy a formázás sebessége 50%-kal magasabb lehet a menetfúrásénál.

Kenés:
A súrlódás miatt nagy hő keletkezik, ezért fontos a szerszám felületének jó kenése. Általában a nagy nyomást elviselő olajok ajánlottak. Fontos, hogy a kenőanyag adagolása folyamatos legyen, mert száraz érintkezés esetén az anyag hamar feltapad a szerszámra.
Nézd meg menetformázó kínálatunkat a webshopon!
Szerkesztő: Bánkuti József üzemmérnök
![]()