Milyen anyag a korrózióálló acél?
A korrózióálló acél (rozsdamentes acél, INOX acél) megmunkálása nehezebb feladat, mint általában az acélok forgácsolása. Az anyag nagy szakadási nyúlása miatt kedvezőtlen a forgácsképződés, megnő a forgácsoló erő és a nyomaték. A korrózióálló acélok hővezető képessége gyenge, ezért a forgácsolóél nagyobb hőterhelést kap, mint más, hasonló szilárdságú anyagoknál. A legtöbb korrózióálló acélminőség felkeményedik a forgácsolás során, a felületi réteg keménysége az eredeti keménység duplája is lehet, ha nem a megfelelő szerszámot használjuk. Az anyag hajlamos a felragadásra és az élrátét-képzésre.
A korrózióálló acélok három fő csoportba sorolhatók:
- A ferritesek krómtartalma 10,5% és 28% között van, a széntartalom nem lépi túl a 0,08%-ot.
- A martenzitesek 12-19% króm mellett tartalmazhatnak nikkelt, molibdént és más ötvözőelemet.
- Az ausztenitesek 17% körüli krómot, nikkelt és esetleg kiegészítő ötvözőket tartalmaznak (molibdén, titán, nióbium).
A három közül a legnehezebben forgácsolható az ausztenites csoport. A fúrónak két nehézséggel kell megküzdenie: nagy az anyag képlékenysége és gyenge a hővezető képessége. A nagy fajlagos nyúlásból adódó képlékenység miatt a fúrásnál hosszú és tömör forgács keletkezik, amelynek megfelelő törése csak az előtolás növelésével biztosítható. Így a forgácsoló élek nagy abrazív kopásnak vannak kitéve. A rossz hővezető képesség miatt a forgácsolásnál keletkező hő alig távozik az anyagba és a forgácsba, túl sok marad a fúró élénél, ami szintén gyorsítja a kopást.

Mire kell ügyelni különösen a korrózióálló acél fúrásánál?
- Az optimális szerszám választására.
- A stabilitásra a munkadarab és a szerszám befogásánál.
- A forgácselvezetésre mélyebb furatoknál. Soha ne maradjon a forgács a horonyban.
- A fúró utánélezés a korrekt csúcsszöggel történjen, a teljes kopás eltávolításával.
A statisztika szerint a korrózióálló acélban levő furatok többsége átmenő és rövid (1xD). A fúrás vagy
- CNC gépen történik intenzív hűtéssel, vagy
- kézi fúrógéppel szárazon.
A TIVOLY T560 csigafúrót ez utóbbi feladatra fejlesztették ki.
A korrózióálló acél kézi fúrásához optimális szerszám
a T560 csigafúró
A T560 csigafúró jellemzői


- Kobaltos gyorsacél
- BLADE bevonat: az ehhez a fúróhoz kifejlesztett többrétegű TiAlN+TiCN bevonat hatékonyan védi a fúró felületét az ausztenites korrózióálló acél koptató hatásával szemben. 3300 HV keménység az abrazív kopás csökkentése érdekében, 700°C hőállóság az acél kis hővezető képessége miatti oxidáció ellen.
- Méretek DIN 338 szabvány szerint (normál hossz)
- Fúrásmélység: 3xD
- TBX geometria: a forgácsalakítás biztosítása egy speciális horonyalak és a forgácsolóél szögét is meghatározó spirálszög (35°) optimális megválasztásával, a súrlódási zóna csökkentése a megfelelő csúcsszöggel (135°),
- Négy-síklapos élezés: precízebben központosít és a fúró jobban forgácsol: nagyobb előtolás, kisebb erő, nagyobb éltartam.
- Ajánlott forgácsolási sebesség (Vc) korrózióálló acélhoz: 15 m/min
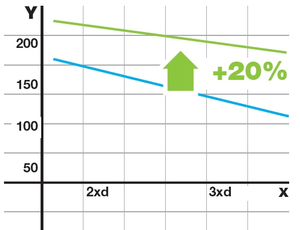
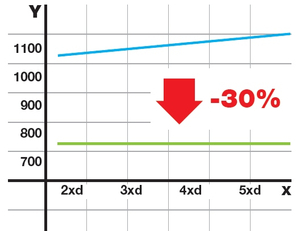
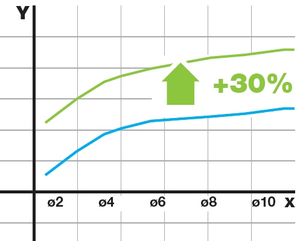
A Négy-síklapos élezés hatása


A gyártó megvizsgálta a négy-síklapos élezés és a hagyományos keresztélezés hatását az éltartamra és a forgácsolóerőre egy 6 mm fúróval 12 m/min vágósebesség és 0,1 mm/ford előtolás mellett, valamint összehasonlította a kétfajta élezés termelékenységét (a fúrás gyorsaságát).
 Négy-síklapos élezés
Négy-síklapos élezés
 Keresztélezés
Keresztélezés
Éltartam
X: fúrási mélység
Y: kifúrt furatok száma
Forgácsolóerő
X: fúrási mélység
Y: átlagos előtoló erő (Fz)
Termelékenység
X: fúróátmérő
Y: előtolás
 T560
T560
Összehasonlító házi teszt
Mi is elvégeztünk egy egyszerű tesztet és összehasonlítottuk a T560 csigafúró termelékenységét a TIVOLY másik kobaltos fúrójával.
A tesztet két gépen végeztük egyidőben ugyanabban az anyagban (korrózióálló acél, 4 mm vastag lemez), azonos forgácsolóerővel, amit a fúrógépek karjára akasztott 4-4 kg súly biztosított. Tivoly gyártmányú 5 mm átmérőjű fúrókat használtunk: az egyik gépbe a hagyományos köszörült hornyú, a másikba az elsősorban ajánlott bevonatos fúrót tettük. Egyszerre indítottuk a gépeket és a fúrás idejét mértük.
Az eredmény:
- T550 HSSE kobaltos fúróval
fúrási idők: 8,0 - 13,8 másodperc között - T560 HSSE Inox fúróval
fúrási idők: 4,0 - 5,5 másodperc között
Megjegyzés: a T550 fúrók fordulatszámát csökkenteni kellett, de még így is sokkal gyorsabban elkoptak, mint a T560.




