Korrózióálló acélhoz
Szerszámok rozsdamentes és saválló acélokhoz (INOX)
Az INOX anyagok hajlamosak a felkeményedésre, ezért alacsonyabb vágósebesség és határozott előtolás szükséges. A korrózióálló acélok megmunkálásához magas kobalttartalmú (HSSE Co5/Co8) vagy speciális bevonattal ellátott keményfém szerszámok kellenek. A Perfor kínálatában szereplő Tivoly és Magafor szerszámok ellenállnak a felkeményedésnek és a magas hőterhelésnek, biztosítva a stabil sorozatgyártást és a precíz menetminőséget.
Rozsdamentes acél fúrása kézi és kisgépi előtolással
Ajánlott szerszámok

Marás korrózióálló acélban
Ajánlott szerszámok

CNC fúrás korrózióálló és saválló acélokban
Ajánlott szerszámok
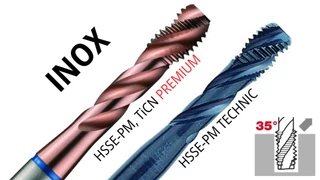
Menetszerszámok korrózióálló acélhoz
Ajánlott szerszámok

Korrózióálló acél forgácsolása
Technológia


Menetfúrás korrózióálló acélba
Problémás az INOX menetfúrás? Ismerd meg a Tivoly HSSE-PM gépi és kézi menetfúrók előnyeit.

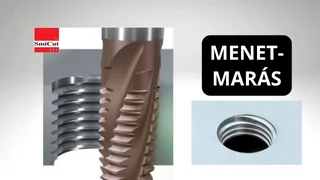
Menetmarás (M1-től ... 65 HRc-ig)
Technológia