

A csigafúró olyan forgácsolószerszám, amely hengeres üregek (furatok) előállítására való. Kúpos hegyén két forgácsoló főél van kialakítva, a forgács pedig a spirális hornyokon keresztül távozik. A hornyok szélén végigfutó élszalagok a fúró megvezetését biztosítják a furat falához támaszkodva.
A csigafúró részei:
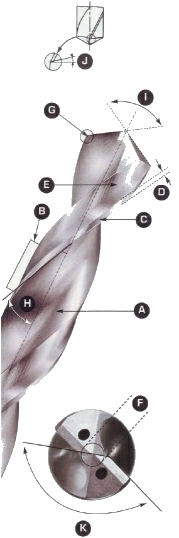
A - Horony: a fúrótestbe munkált vályat, amelynek a hátfelülettel való metszésvonala képezi a főélt. A horony biztosítja a forgács eltávolítását és a hűtőfolyadék bevezetését.
B - Hát: spirál alakú fúrótest, ezen van kialakítva az élszalag és a hátfelület.
C - Élszalag: keskeny hengeres felület, amely a fúró megvezetésére szolgál.
D - Élszalag szélessége
E - A hát csökkentett átmérőjű része
F - Lélek: a fúró középső része a hornyok között. A lélek vége a fúró hegyénél a keresztélt képezi. A fúró stabilitása érdekében a lélekvastagság a szár felé növekszik, ezért újraéezésnél a keresztél egyre nagyobb lesz.
G - Sarok: a főél és az élszalag élének metszéspontja.
H - Horony hajlásszöge - az élszalag pereme és a fúró tengelye által bezárt szög.
I - Csúcsszög: a két főél által közbezárt szög.
J - A főél hátszöge: a hátfelület és a fúrótengelyre merőleges sík által bezárt szög. Ezt a szöget a saroknál mérik, a sarkon átmenő rádiuszra merőleges síkban.
K - A főél és a keresztél által bezárt szög a fúrótengelyére merőleges síkban.
A csigafúró jellemzői
amelyeket át kell gondolni az optimális szerszám kiválasztásához
- Átmérő
- Dolgozó hossz
A szabványok az átmérőhöz hozzárendelik a hosszméreteket. Rövid és jól hozzáférhető furathoz érdemes rövid fúrót keresni, mert merevebb, tartósabb. - Szerszámanyag
Keményfém (VHM) nagyteljesítményű fúráshoz.
Kobaltos gyorsacél (HSSE) nehezen forgácsolható anyagokhoz
Gyorsacél (HSS) általános célra
Bővebben:
szerszámanyagok - Bevonat
Javítja a szerszám hő- és kopásállóságát.
Bővebben: bevonatok - Hűtés
Belső hűtés nagytermelékenységű fúráshoz
Külső hűtés általános esetben
Hűtés nélkül kézből fúrásnál. Alkalmazzunk kenést, és/vagy használjunk bevonatos fúrót. - Befogás
Hengeres befogás - általános
Morse kúpos befogás menesztőlappal - nagyobb méreteknél - Horony
A fúrógyártásnál a horony készülhet köszörüléssel vagy hengerléssel.
A köszörült hornyú fúró pontosabb, tartósabb és jobb minőségű furatot készít.
A hengerelt hornyú olcsóbb, kevésbé igényes munkához ajánlott. - Horonyalak
N - normál, általános célra,
W - lágy anyagokhoz, széles és mély, gyors forgácskihordást biztosít, de gyengíti a fúrót
S - speciális horony, pl széles de nem mély, nagyobb marad a lélekvastagság. Erős fúró, jó forgácskihordás, nagy előtolással termelékenyen használható. - Horonyszög
30° - általános
25-28° - ridegebb anyagokhoz
35-40° - képlékenyebb anyagokhoz, jobb forgácstörést biztosít - Csúcsszög
118° - általános
130°-145° - nehezen forgácsolható anyagokhoz, ill. intenzív fúráshoz - Élkialakítás
Hagyományos kúppalást - általános
Keresztélezés - önközpontozó, kisebb előtoló erőt igényel
Négylapos élezés - kisebb fúróknál jó megvezetést ad
Lásd még: fúrók élkialakítása - Tűrés
Az igényes csigafúrók gyártója megadja a fúróátmérő gyártási tűrését.
Gyorsacél fúróknál általában: h8
Keményfém fúróknál: m7, h7, h6
Keményfém fúróknál a szárátmérő tűrése h6, ami a jó futáspontosságot biztosító befogáshoz szükséges.
Lásd még: tűrések
Csigafúrók élkialakítása

Klasszikus élezés

1/3-2/3 élezés
A keresztél 1/3 része megmarad, 2/3 része kiköszörülve.
Optimális kompromisszum a jó megvezetés és a nagy éltartam között.
Elsősorban NC gépre ajánlott.

Keresztél korrekció

Keresztélezés.
A keresztél teljes eltávolítáésával a fúró önközpontosító és kisebb előtoló erőt igényel.
Kisgépes fúrásnál kimondottan ajánlott.

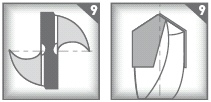
Lemezfúró élezés
A központi csúcs a megvezetést szolgálja.
Az élszalag hiánya megakadályozza, hogy a fúró kilépéskor beakadjon a furatba.

Macanoform élezés

4-síklap élezés pontos fúráshoz
Az így élezett fúró jobban forgácsol:
nagyobb előtolás, kisebb erő, nagyobb éltartam.

2 síklapos élezés
mikró fúróknál
Forrasztott keményfém lapka élezése

Monobloc keményfém fúrók élezése

Sirius keményfém fúrók élezése
Nagytermelékenységű és biztonságos fúrás minden fémben

Elliptikus élezés
precíziós gyorsacél fúróhoz
Csigafúró szabványok:
- DIN 338 – rövid hengeres szárú csigafúró
- DIN 340 – hosszú hengeres szárú csigafúró
- DIN 341 - hosszú csigafúró Morse kúpos szárral
- DIN 345 – csigafúró Morse kúpos szárral
- DIN 346 - csigafúró nagyobb Morse kúpos szárral
- DIN 1897 - extra rövid csigafúró
- DIN 1899 - mini fúró erősített szárral
- DIN 6537K – erősített szárú keményfém fúró 3xD
- DIN 6537L – erősített szárú keményfém fúró 5xD
- DIN 6539 - keményfém csigafúró
A legfontosabb méreteket és jellemzőket a szabványok tartalmazzák, de a gyártók általában a szabvány által meghatározott fúrókat többféle minőségben is kínálják a fenti jellemzők különböző kombinációjával, ezeket egy azonosító számmal jelölik és megadják az ajánlott felhasználási területet.
Természetesen a döntést erősen befolyásolja az elérhetőség és a beszerzési költség.









