

CNC fúrás korrózióálló és saválló acélokban
Ajánlott szerszámok
A fémforgácsolásban a mélyfuratok készítése mindig kritikus művelet. Amikor a furatmélység meghaladja az 5xD arányt, a standard fúrók már nem érnek el a célhoz, és előkerülnek a hosszú (DIN 340) vagy extra hosszú (DIN 1869) csigafúrók. Ekkor azonban a fizika törvényei átírják a megszokott forgácsolási szabályokat.
Ha technológusként, programozóként vagy gépkezelőként dolgozol, pontosan tudod, hogy a hosszú szerszámszár három komoly kockázatot hordoz magában: a drasztikusan lecsökkent merevséget, a kritikus forgácskihordást és a vágóél nehézkes hűtését.
A csökkent merevség és vibráció: A szerszám hosszának növekedésével a hajlítómerevség köbösen csökken. Egy hosszú csigafúró hajlamos a kitérésre, a pontatlan központosításra, és ha szabadon kezd el fúrni a felületen, a radiális ütés miatt azonnal eltörhet.
Kritikus forgácskihordás: A mély furatból a forgácsnak hosszú utat kell megtennie felfelé. Ha a forgács beszorul a horonyba, a szerszám megszorul, ami azonnali, rideg töréshez vezet.
Elégtelen hűtés-kenés: Külső hűtés esetén a hűtőfolyadék nehezen jut el a furat fenekén dolgozó fúrócsúcsig, ami a vágóélek idő előtti kopását vagy beégését okozza.
A szerszámtörések elkerülése és a tervezhető éltartam érdekében az alábbi megmunkálási stratégiát javasoljuk CNC és hagyományos megmunkálás esetén is:
Ne kezdj el telibe fúrni hosszú vagy extra hosszú csigafúróval megvezetés nélkül!
Készíts egy 1-2xD mélységű vezetőfuratot egy standard hosszúságú (pl. DIN 338) fúróval, amelynek átmérője megegyezik a hosszú fúró átmérőjével (vagy +0,05 mm-rel nagyobb).
A hosszú fúróval alacsony fordulatszámon és kikapcsolt hűtéssel lépj be a vezetőfuratba, hogy elkerüld a szerszám pörgettyűszerű belengését.
A forgácskihordási problémát ciklikus szerszámkiemeléssel kell kezelni. A CNC programban alkalmazz mélyfúró ciklust (pl. G83):
A fúrót rendszeresen húzd vissza a vezetőfurat szintjéig. Ez a mozgás kimenti a felgyülemlett forgácsot a horonyból, és lehetővé teszi, hogy a hűtőfolyadék elárvassza a furatot, lehűtve a fúrócsúcsot.
Nem mindegy, milyen szerszámmal vágsz neki a feladatnak. A Perfor kínálatában szereplő prémium gyártók (mint a Tivoly) kifejezetten a mélyfúrási anomáliákra fejlesztették ki szerszámaikat:
HSSE Kobaltos fúrók (DIN 340 / DIN 1869): Kiváló belső rugalmassággal rendelkeznek, így jobban tolerálják a megmunkálás közbeni minimális feszültségeket, mint a rideg keményfémek. Erősített lélekvastagsággal és szélesített horonnyal készülnek a biztonságos forgácselvezetésért.
Tükörfényesre csiszolt horonyfelület: A prémium fúrók hornya polírozott, így a fémforgács nem tud megtapadni a felületen, simán csúszik kifelé.
Tömör keményfém (VHM) hosszú fúrók: Ha a CNC gép és a darabszám megköveteli a maximális produktivitást, a belső hűtőcsatornás keményfém fúrók jelentik a csúcsot. Itt a hűtőfolyadék nyomása (akár 20-40 bar) magától mossa ki a forgácsot, kiküszöbölve a peckelési ciklusok miatti időveszteséget.
Ha a furat hossza, az anyagminőség és a gép képességei összhangban vannak a választott szerszámmal és betartod a gyártó által ajánlott forgácsolási adatokat, a mélyfúrás biztonságos, tervezhető folyamattá válik.
Szakmai segítségre van szükséged? Ha bizonytalan vagy az előtolás és a fordulatszám pontos kiszámításában az adott anyagminőséghez, keresd kollégáinkat a perfor@perfor.hu címen.
Ø 1-13 mm
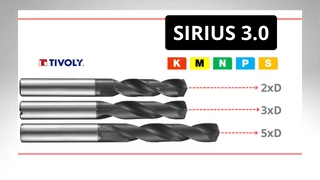
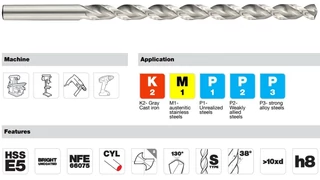
Prémium kategóriás, 5% kobalttal ötvözött (HSSE-E5) hosszú kivitelű csigafúró, amely a speciális Type S horonygeometriának köszönhetően akár 7xD mélységig is precíz fúrást tesz lehetővé. A francia gyártmányú Phoenix fúró kiemelkedő éltartammal bír acélokban (1200 N/mm²-ig) és alumínium ötvözetekben egyaránt. Az ultra-precíz kialakítás és a csökkentett forgácsolóerő ideálissá teszi CNC gépeken és kézi gépeken történő mélyfúráshoz.

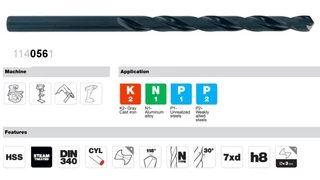
Ø 1-20 mm
Ez egy professzionális, köszörült élű, HSS gyorsacél hosszú csigafúró, amely a DIN 340 szabvány szerinti méretezéssel készül. Ideális választás általános rendeltetésű acélok, öntvények és egyéb fémek mélyfúrásához, ahol a standard hosszúságú fúrók már nem elegendőek. Kiváló ár-érték arányú, megbízható ipari szerszám.
Ø 1-10 mm
A Tivoly Alu technológiával készült hosszú HSS csigafúró kifejezetten az alumínium és színesfémek intenzív fúrására lett fejlesztve. A DIN 340 szabvány szerinti hosszú kialakítás és a speciális Type W horonygeometria megakadályozza az anyag feltapadását, miközben az 1/3-2/3 arányú speciális élköszörülés csökkenti a forgácsolóerőt és biztosítja a precíz furatpozíciót mélyebb furatok esetén is.

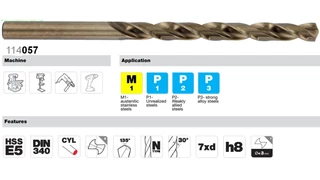
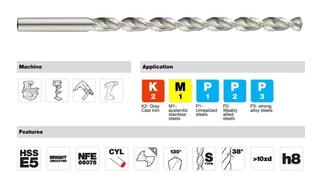
Ø 2,5-10 mm
A Tivoly T057 egy prémium kategóriás, 5% kobalttal ötvözött gyorsacél (HSSE) hosszú csigafúró, amely a népszerű T550-es típus emelt szárhosszúságú változata. Elsősorban ötvözött acélokhoz, rozsdamentes anyagokhoz és olyan mélyfuratokhoz ajánljuk, ahol a hagyományos hosszúságú fúrók már nem érnek el a munkadarab aljáig, vagy ahol a hőterhelés miatt kritikus a stabilitás.
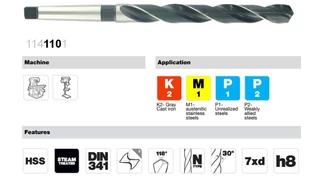
Ø 8-40 mm
Ipari HSS gyorsacél csigafúrók Morse-kúpos (MK) szárral, kifejezetten mélyfúrási feladatokhoz fejlesztve a DIN 341 és a DIN 1870 szabvány szerint. Az oxidbevonat javítja a kenést és akadályozza az élrátét-képződést, így a szerszám kiválóan teljesít acélban, öntöttvasban és rozsdamentes anyagokban 950 N/mm²-ig. A közvetlen gépi rögzítés garantálja a maximális nyomatékátvitelt és a precíz futáspontosságot.
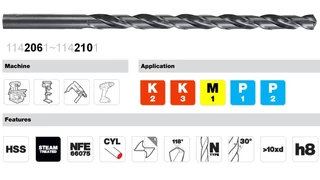
Ø 3-13 / 160~400 mm
A Tivoly extra hosszú HSS csigafúrói a DIN 1869 szabványhoz hasonló méretekkel készülnek, kifejezetten azokra az esetekre, amikor a normál (DIN 338) vagy hosszú (DIN 340) fúrók hossza már kevésnek bizonyul. Kiválóan alkalmasak mély furatok készítésére szerkezeti acélokban, öntvényekben és egyéb fémekben, ahol a pontosság és a szerszám rugalmassága egyaránt fontos.
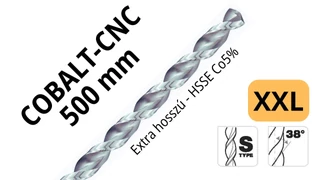
Ø 2-13 / 125~500 mm
A Tivoly extra hosszú HSSE kobaltos csigafúró a megoldás az extrém mély (akár 20-30xD) furatok készítésére rozsdamentes acélban, saválló anyagokban és nagy szakítószilárdságú ötvözött acélokban. A DIN 1869 szabványhoz hasonló kialakítás és az 5% kobalttartalom garantálja, hogy a szerszám vágóéle a furat mélyén fellépő jelentős hőterhelés mellett is megőrizze keménységét és pontosságát.
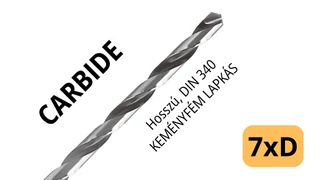
Ø 2-14,5 mm
Ez egy speciális, keményfém lapkás (TCT) hosszú csigafúró, amely a DIN 340 szabvány szerinti hosszúsággal rendelkezik. A nagy szilárdságú acél szárba ültetett keményfém vágóél lehetővé teszi a rendkívül koptató hatású anyagok, öntvények és akár magasabb keménységű acélok mélyfúrását is, ahol a gyorsacél (HSS/HSSE) szerszámok éle pillanatok alatt tönkremenne.
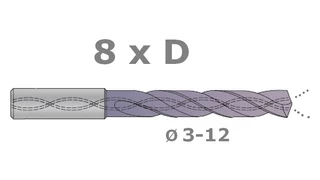
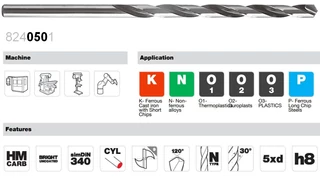
Ø 3-12 mm
Tömör keményfém (VHM) csigafúró 8xD fúrási mélységhez, belső hűtőcsatornákkal felszerelve. A svéd SmiCut által gyártott szerszám TiAlN (Titán-Alumínium-Nitrid) bevonattal és 140 fokos csúcsszöggel rendelkezik, ami kiváló hőállóságot és pontos központosítást biztosít. Ideális minden acéltípus nagysebességű megmunkálásához CNC gépeken, ahol a belső hűtés garantálja a hatékony forgácskihordást mély furatok esetén is.
Szeretnéd tudni, melyik fúróval fogsz a leggyorsabban és legszebben haladni? A választás nem csak a márkán múlik. Ebben a cikkben megmutatjuk, hogyan válaszd ki a számodra legmegfelelőbb csigafúrót a megmunkálandó anyag és a géped típusa alapján.