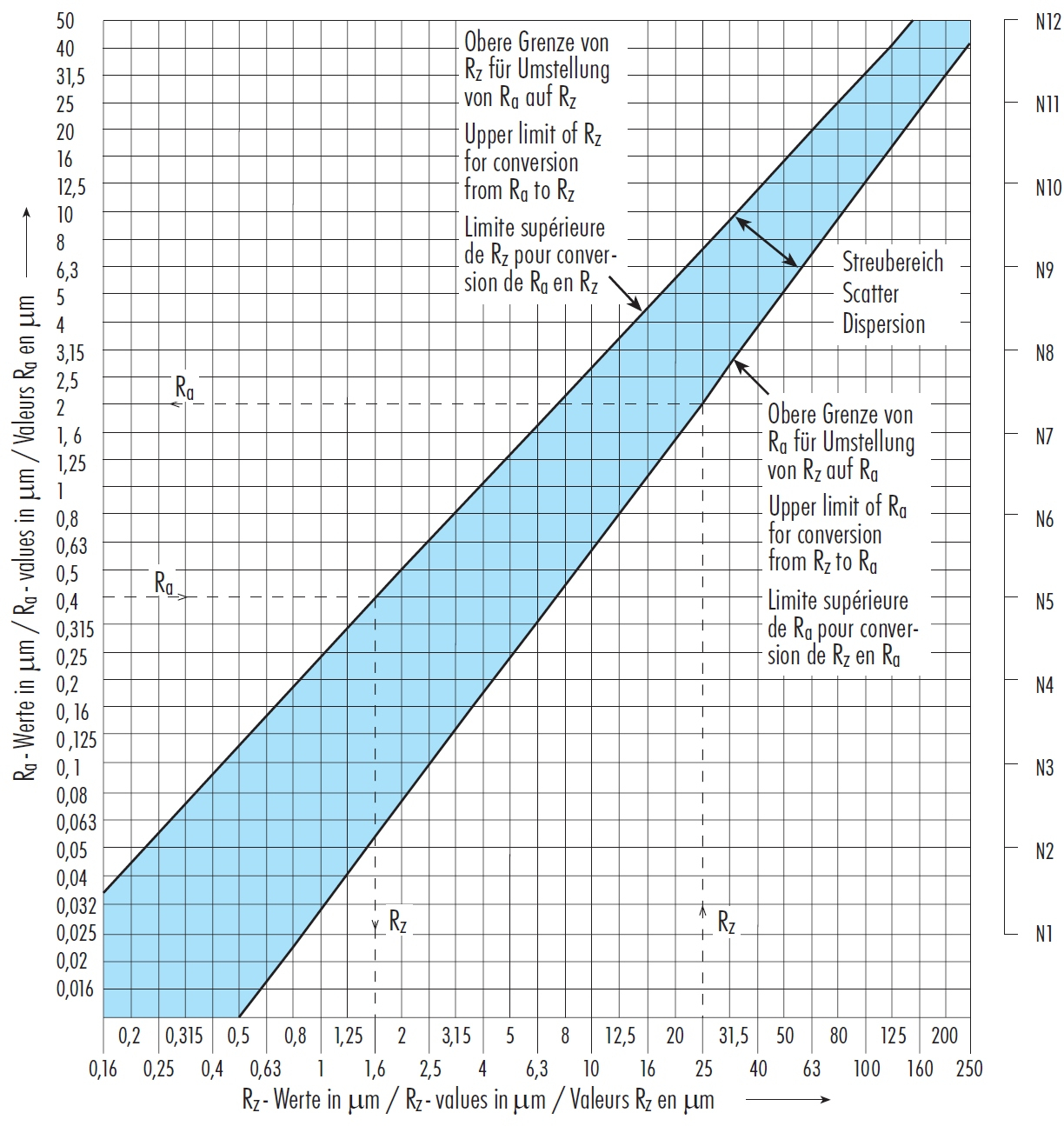
►Ra-Rz felületi érdesség értékek összehasonlítása
A felületminőség egy olyan fogalom, amely egy megmunkált felület alakeltéréseivel, érdességével és hullámosságával, valamint a felület alatti réteg különböző tulajdonságaival jellemezhető.
Az alkatrész felületének érdességét úgy mérhetjük, hogy a felületérdesség-mérő műszer nagyon kis lekerekítési sugarú (1-2 µm) tapintó érzékelőjét a felületen végigvezetjük.
A gyakorlatban két mérőszám terjedt el, az egyik az átlagos érdesség (Ra), a másik pedig az egyenetlenség-magasság (Rz).

Az átlagos érdesség (Ra) meghatározásánál egy meghatározott alaphosszon egyenlő távolságokban meghatározzák a kiemelkedések és bemélyedések alapvonaltól mért távolságát, majd előjel nélkül a kapott értékeket átlagolják. Az alapvonal az a vonal, amely felett és alatt egyforma területű kiemelkedés és bemélyedés található. Az egyenetlenség-magasság (Rz) meghatározásánál az alaphosszon belül egy tetszőleges alapvonaltól megmért öt legmagasabb pont távolságának összegéből ki kell vonni az öt legmélyebb pont távolságának összegét, majd a kapott értéket el kell osztani öttel. Általános esetben vagy az Ra vagy az Rz értéket adják meg a rajzokon. A köztük lévő átszámítás: Rz=~4,5*Ra.
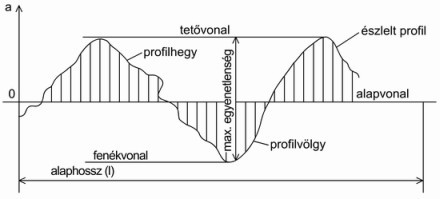
Átlagos érdesség - Ra
Az alkatrész felületének profilján adott hosszon egyenlő közönként mért kiemelkedések és bemélyedések előjeltől független számtani közepe mikrométerben megadva.

Az átlagos érdesség számítása:

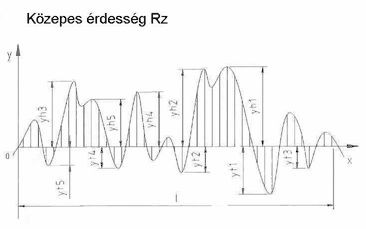
Egyenetlenség-magasság - Rz
Az alkatrész felületének profilján adott hosszon mért öt legmagasabb kiemelkedés összegének és öt legalacsonyabb bemélyedés összegének különbségének ötöd része mikrométerben megadva.


Maximális egyenetlenség-magasság - Rmax / Rt
A legmagasabb és a legmélyebb csúcs közötti függőleges különbség a teljes mérési szakaszon.

Közepes kisimítási mélység - Rp
A középvonal és a legmagasabb mérési pont közötti távolság az egyes mérési szakaszokon belül. A teljes mérési szakaszt öt egyenlő részre osztják. A közepes Rp érték az öt szakaszon képzett érték számtani közepe.


Anyaghordozási mutató - Rmr
Azt mutatja, hogy a teljes mérési szakaszon belül a legmagasabb csúcstól c távolságra húzott metszővonal milyen arányban (%) halad az anyagban. íEz természetes függ a c távolságtól, ezért ezt a mutatót c függvényéban lehet meghatározni.


Alakhiba
Az alkatrész valóságos felülete és az előírt mértani felület közötti különbség
Hullámosság
A felület nagyobb távolságán értelmezett ismétlődő felületi egyenetlenség, amelynél a hullám mélysége a hullámhosszhoz viszonyítva kicsi.
Érdesség
Az alkatrész valóságos felületén található mikroszkopikus térközű felületi egyenetlenség.
Az érdesség jelölése a rajzokon:

Az Ra-Rz felületi érdesség értékek összehasonlítása