A készre munkálás nem ér véget a simító forgácsolásnál. Ha a cél a minimális felületi érdesség és a növelt kopásállóság, a gyémánt felületsimítás (Diamond Burnishing) a leghatékonyabb megoldás a CNC esztergákon.

Miért válaszd a gyémántot a köszörülés helyett?
A gyémántnyomó szerszám nem forgácsol, hanem hidegalakítással simítja el a felületi egyenetlenségeket. A technológia lényege, hogy egy precíziósan csiszolt gyémánt csúszik végig a munkadarab felületén, "belevasalva" a csúcsokat a völgyekbe.
A technológia fő előnyei:
-
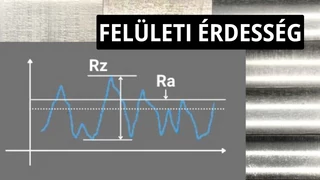
Kiváló felületi érdesség: Akár Ra 0,1 µm közeli értékek.
-
Felületkeményítés: A hidegalakítás során a felületi réteg tömörödik, így nő a kopásállóság és a kifáradási határ.
-
Egy felfogásban: Nincs szükség a darab átrakására köszörűgépre; a folyamat a CNC esztergán befejezhető.

Cogsdill: A világelső megoldás
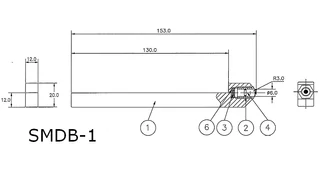
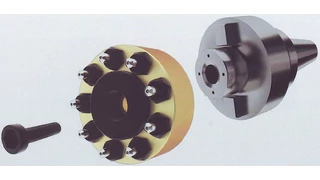
A Perfor kínálatában található Cogsdill szerszámok (mint az UDBT - Universal Diamond Burnishing Tools) különlegessége a rugalmas beágyazás. A szerszámfej rugó ellenében mozdul el, így képes lekövetni a munkadarab kisebb méreteltéréseit anélkül, hogy károsítaná a felületet vagy a gyémántot.
Szakmai tipp: A gyémántnyomáshoz bőséges hűtés-kenés szükséges (emulzió vagy olaj), hogy elkerüljük a súrlódási hőt és biztosítsuk a gyémánt élettartamát.
Felhasználási területek
A szerszámok 45-65 HRC keménységig szinte bármilyen fémen használhatók:
-
Hidraulikus munkahengerek szárai
-
Tömítőgyűrűk felfekvő felületei
-
Csapágyhelyek végső megmunkálása
Ra = 0,1 µm közeli felületminőség köszörülés nélkül
A felületsimítás (vasalás) célja (a görgőzéshez hasonlóan) a felületminőség javítása a felületi érdesség csökkentésével. Szerszáma: a gyémánt felületsimító.
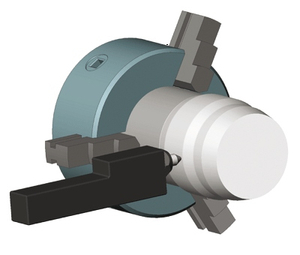
Az esztergáláshoz hasonló műveletben a szerszám végighalad a felületen és a rúgó által a felülethez szorított gyémánt betét forgácsnélküli alakítással elsimítja a felületi egyenetlenségeket.

A kiinduló felületminőség:
Esztergált Ra = 2-3 µm, amely 0,8 mm vagy 1,2 mm rádiuszú lapkával 0,15-0,2 mm/ford előtolással állítható elő.
A gyémánt szerszámmal elérhető felületminőség:
Acélnál Ra = 0,1-0,3 µm
Öntöttvasnál Ra = 0,3-0,5 µm

Ajánlott megmunkálási körülmények:
Elrendezés:
A hagyományos vagy CNC esztergagép szerszámtartójába fogott szerszám az esztergakéshez hasonlóan 90°-os szögben álljon a forgó palástfelülethez. A forgó felület érintése után vegyünk 0,05-0,08 mm fogást, majd indítsuk el az előtolást.


Rugóerő:
A szerszámon állítási lehetőség van. Általános esetben állítsuk közepesre. Keményebb anyagok nagyobb, lágyabbak kisebb rugóerőt igényelnek. A nagyobb rugóerő jobb felületminőséget eredményez, de célszerű a kívánt felületminőséget még biztosító legkisebb rugóerőt alkalmazni, mert a nagy nyomás nagyobb hőfejlődést és gyorsabb szerszámkopást okoz.
Megmunkálási sebesség:
40 HRC alatt: 200-250 m/min
40 HRC felett: 40-100 m/min
A megmunkálási sebesség az elérhető felületminőséget nem befolyásolja, de a termelékenységet és a szerszám élettartamát igen. Kis sebességnél kisebb a hőfejlődés és nagyobb a szerszám élettartama. A nagy sebesség gyorsítja a megmunkálást, de erőteljesebb lesz a szerszámkopás.
Fogásvétel:
A forgó felület érintése után vegyünk 0,05-0,08 mm fogást. Ezt az értéket nem szabad túllépni. Ha nem elég sima felületet kapunk, a rúgó előfeszítésével növelhetjük a nyomóerőt.
Előtolás:
Általában 0,07-0,1 mm/fordulat.
Minél kisebb az előtolás, annál jobb lesz a felületminőség. Alapszabály, hogy az előtolás körülbelül az előmunkálási előtolás fele legyen, de semmi esetre se legyen azzal egyenlő, mert akkor a gyémánt egy helyen kopik és hamar elhasználódik.
Hűtés-kenés:
Jó hűtő- és kenőhatású folyadék használata ajánlott. Fontos, hogy a megmunkálási zónába állandóan bőséges mennyiségű hűtőfolyadék kerüljön.


Gyémánt felületjavító szerszámok választéka | perfor.hu
Szerkesztő: Bánkuti József üzemmérnök
![]()