Mikromarók (miniatűr ujjmarók precíziós tűréssel)
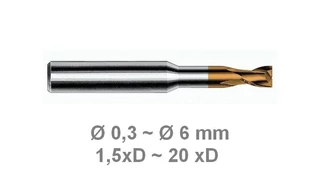
A mikromarás (micro-milling) a forgácsolástechnológia egyik legnagyobb kihívást jelentő területe. A Perfor.hu kínálatában szereplő mikromarók már 0,1 mm-es átmérőtől elérhetőek, biztosítva azt a méretpontosságot és felületi finomságot, amelyet az óraipar, az elektronika vagy az orvosi implantátumok gyártása megkövetel







Precíziós megmunkálás a legkisebb méretekben
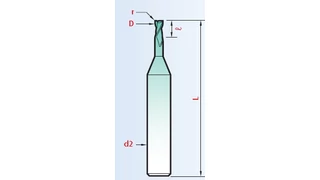
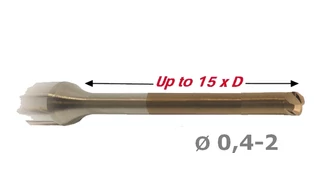
Mikromarók: Ø 0,05 mm átmérőtől precíziós tűréssel.
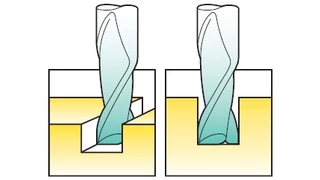
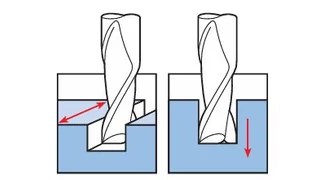
A keményfém mikrómarók méretsora minden típusnál 1 mm alatt kezdődik. Horonymaráshoz, fenékfúráshoz, gravírozáshoz ajánlott nagy pontosságú szerszámok. HardX bevonattal edzett acélhoz 67 HRc-ig, GraphX bevonattal erősen koptató anyagokhoz.

Műszaki kiválóság a mikroméretekben
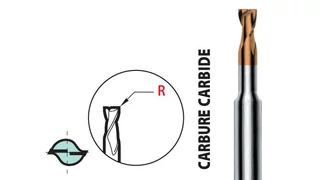
- Rendkívüli éltartam: Speciális, ultrafinom szemcsés keményfém alapanyag, amely ellenáll a mikro-kitöredezésnek.
- Fejlett bevonattechnológia: Olyan bevonatok (pl. gyémánt vagy nanostrukturált AlTiN), amelyek minimálisra csökkentik a súrlódást és a hőképződést a kisméretű forgácsterekben.
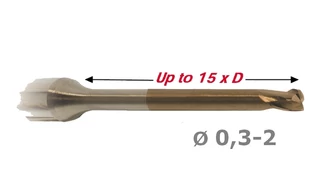
- Optimalizált geometria: Megerősített nyakrész és precíziósan köszörült élek a vibrációmentes megmunkálás érdekében, akár 40.000 - 60.000 RPM feletti fordulatszámon is.
- Kiváló méretpontosság: Szigorú gyártási tűrések (h6-os szár és mikron-pontosságú vágóél), ami elengedhetetlen a sorozatgyártás stabilitásához.
Szakértői segítség a mikromaráshoz
Ebben a mérettartományban a legkisebb ütés vagy helytelen előtolás is azonnali szerszámtöréshez vezet. A Magafor információi segítenek a megfelelő befogástechnika (pl. nagyfrekvenciás orsókhoz illeszkedő precíziós patronok) és a forgácsolási paraméterek kiválasztásában, hogy Te biztonságosan és gazdaságosan dolgozhass a legkisebb alkatrészeken is.
Gyakran Ismételt Kérdések a mikromarókról
Milyen fordulatszám szükséges a mikromarókhoz?
Mivel a vágósebesség (Vc) az átmérő csökkenésével csak magas fordulatszámon tartható fenn, a 1 mm alatti marókhoz gyakran 30.000-60.000 RPM vagy ennél magasabb fordulatú orsó szükséges.
Hogyan kerülhető el a szerszámtörés?
A legfontosabb a minimális körfutási hiba (ütés). Javasoljuk a precíziós patronok vagy zsugorbefogók használatát, valamint a fokozatos, rámpázó fogásvételt.
Használható-e hagyományos hűtés mikromarásnál?
A mikroméreteknél a folyadéksugár ereje önmagában is eltörheti a szerszámot. Gyakran a ködolajozás (MQL) vagy a tiszta sűrített levegős hűtés a célravezetőbb a forgács eltávolítására.