Amikor a sima HSS megáll
Titán, Inconel, vagy a hazai műhelyek "rémálma", a Hardox. Ha próbáltál már ilyen anyagba sima fúróval belenyúlni, tudod az eredményt: leégett él, nulla haladás. Ezek az ISO-S anyagcsoportba tartozó fémek nem tűrik a bizonytalanságot. De mi van akkor, ha nincs kéznél egy többtonnás CNC, csak egy asztali fúrógép vagy egy mágnestalpas egység?
Szakmai tipp: Ezeknél az anyagoknál a legfontosabb a "hűtés és kényszerhajtás" elve. Ha csak egy pillanatra is hagyod a szerszámot az anyagon csúszni anélkül, hogy forgácsot választana le, az anyag felkeményedik, a szerszám éle pedig azonnal kilágyul.
.
5 profi szerszám a "kemény" helyzetekre
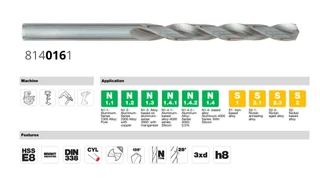
- Tivoly HardCut HSSE8 csigafúró (Ti2N bevonattal): A 8% kobalt tartalom alapfeltétel, de a Ti2N (titán-nitrid) bevonat az, ami igazán számít. Ez a bevonat extrém hőállóságot biztosít, így Hardox fúrásakor is stabil marad az él.

Nézd meg a videót is >>
- Tivoly TCT keményfémlapkás magfúró: Ha nagyobb átmérőt kell fúrni mágnestalpas géppel, felejtsd el a telibe fúrást. A TCT lapkák simán viszik a koptató hatású anyagokat is, kisebb előtolási erő mellett.

- Magafor 5-élű HSSE8 kúpsüllyesztő (RedX): A rezgésmentes süllyesztés kulcsa az 5 él. A RedX bevonat pedig 3500 Vickers keménységű, ami túléli a legkeményebb ötvözeteket is.

Videó >>
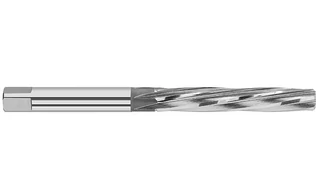
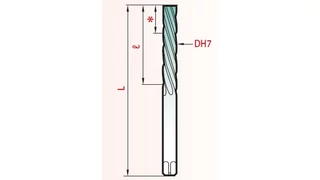
- Magafor tömör keményfém kézi dörzsár (H7): Ha a méretpontosság szent, a HSS dörzsár nem opció. A VHM (tömör keményfém) dörzsárral még a nehezen forgácsolható anyagokban is tükrös és pontos furatot kapsz.

- Tivoly HSSE-PM kézi menetfúró: A porkohászati technológiának köszönhetően ez a menetfúró rugalmasabb, mint a sima keményfém, de sokkal keményebb, mint a hagyományos HSS.

Válaszd ki a megfelelő szerszámot lent a Kapcsolódó termékek közül!
Ezeknek a szerszámoknak a titka abban rejlik, hogy a Tivoly és a Magafor fejlesztői az Airbus szakembereivel együttműködve megtalálták a legjobb összhangot a szerszámok anyaga, geometriája és bevonata terén.
Gyakori kérdések (FAQ)
Milyen fordulatszámot használjak?
Szigorúan alacsonyat! Míg egy szerkezeti acélnál (S235) 20-25 m/perc a vágósebesség, Titánnál vagy Hardoxnál ez 5-8 m/percre is leeshet. Számolj utána, ne égesd el a szerszámot!
Kell-e hűtés?
Igen, de nem mindegy, mi. Használj magas minőségű vágóolajat vagy pasztát, a sima "emulzió" kézi gépeknél gyakran kevés a kenéshez.
Szerkesztő: Bánkuti József üzemmérnök
![]()