








Korrózióálló acél forgácsolása
Technológia

Elsősorban az az ISO-S anyagcsoportba tartozó szuperötvözetekről van szó. A HARDOX 500 egy nagy keménységű acél, a Creusabro egy másik kopásálló acél. Aztán az Inconel, a Nimonic és a Hastelloy mind magas hőállóságú nikkel alapú szuperötvözetek. A titán és ötvözetei szilárdságukról és alacsony súlyukról ismertek, de megmunkálásuk nehézkes.
Ezeken kívül nehéz forgácsolni még a nagy keménységű bronzötvözeteket, az erősen koptató hatású szálerősítésű műanyagokat és az edzett acélokat is, de az 54 HRc feletti tartományban már inkább csak marással boldogulunk.
További információ ezekről az anyagokról az ISO anyagcsoportok oldalon, ahol egy online kereső segítségével könnyen tájékozódhat.
A Titán és ötvözetek hővezető képessége alacsony, így hő halmozódik fel a szerszám élén. Éles keményfém szerszámok, alacsonyabb sebesség, nagy előtolás szükséges. Nagynyomású bőséges hűtőfolyadék, esetleg belső hűtés a hő elvezetéséhez. Fúráshoz, alacsony fordulatszám, nagy előtolás. Menetvágáshoz bevonatos menetfúrókat használjunk. A forgácskezelés is fontos. Az olyan anyagok, mint a titán, hosszú forgácsokat képeznek, ezért forgácstörés szükséges.
Az Inconel egy nikkel-króm ötvözet, amely a felkeményedéséről ismert. Az Inconel megmunkálásához éles szerszámok szükségesek, keményfém vagy kobaltos gyorsacél nagy hőállóságú bevonattal. Alacsony forgácsolási sebesség, nagy előtolás a felkeményedés megakadályozására. Menetvágáshoz bevonatos menetfúrók és bőséges kenés szükséges. A fúráshoz alacsony sebesség és nagy nyomás szükséges a vágás fenntartásához a felület felkeményedése nélkül.
A Nimonic egy másik nikkel szuperötvözet, amelyet magas hőmérsékletű környezetben használnak, ezért még inkább hőálló. Hasonló kihívást jelent, mint az Inconel. A szerszámoknak ellen kell állniuk a magas hőmérsékletnek. Ismét alacsony sebesség, nagy előtolás.
Hastelloy – korrózióálló nikkelötvözetek. Ezeknél is problémát jelent a felkeményedés. Bevonatos szerszámookat kell használni. Mély furatok fúrásánál ügyelni kell a forgácsok eltávolítására, ami a szerszám gyakori kiemelésével oldható meg. Menetvágás merev beállításokkal, esetleg menetmarás menetfúrás helyett a szerszámtörés csökkentése érdekében.
Kezdjük a HARDOX 500 HB-val. Mivel kemény acélról van szó, a megmunkáláshoz nagyon kemény szerszámokra lenne szükség. Keményfém vagy 8% kobalt tartalmú gyorsacél szerszámok jöhetnek szóba. A nagy keménység azt jelenti, hogy a szerszámok gyorsan elkopnak, ezért a szerszám anyaga és bevonata fontos. A forgácsolási sebességet alacsonyan kell tartani a túlzott hőképződés elkerülése érdekében. A megmunkálás során bőséges hűtőfolyadék szükséges. Ezen kívül ügyelni kell a munkadarab és a szerszám merev befogására a rezgés elkerülése és a szerszám elhajlásának megakadályozása érdekében.
A Creusabro hasonló a HARDOX-hoz, de más ötvözőelemekkel. Nagy a feszültség alatti felkeményedési hajlama, ezért állandó előtolási sebességet kell fenntartani. Ennél az anyagnál is hasonló szerszámok ajánlottak. Figyeljünk a hőfejlődésre.
A nehezen forgácsolható anyagok megmunkálását célszerű merev gépen végezni CNC vezérléssel, ahol egyenletesen biztosítható a megfelelő előtoló erő és a bőséges hűtőfolyadék. Sokszor viszont erre nincs lehetőség, ezért külön választjuk a CNC forgácsoláshoz és a kisgépes megmunkáláshoz ajánlott szerszámokat.
Merev CNC gépre egyértelműen keményfém szerszámokat javaslunk kimondottan ezekhez az anyagokhoz kifejlesztett magas hő- és kopásállóságú bevonatokkal. Ilyenek:
Keményfém csigafúró bevonattal, lehetőleg belső hűtéssel. A Sirius fúrók nanoszemcsés keményfémből, szabadalmaztatott élgeometriával készülnek és erősségük többek között a szuperötvözetek hatékony fúrása. Csúcsszöge 145°, ami biztonságos bekezdést garantál, de ha a helyzetpontosság megköveteli, akkor a 142° keményfém NC bekezdőfúrót használjuk előtte.
Ha szükség van kúpsüllyesztésre, vagy a peremek éltompítására, akkor az ötélű kúpsüllyesztő a megfelelő szerszám, természetesen a bevonatos keményfém változat.
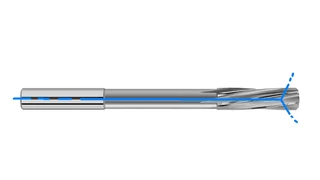
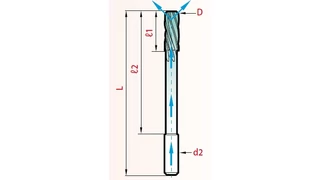
Természetesen keményfém dörzsár, lehetőleg belső hűtéssel. H7 tűrésű és attól eltérő precíziós változatban is kapható 0,01 mm méretenként.
A menet-megmunkálás szerszáma a keményfém menetmaró, amely jóval kedvezőbb körülmények között forgácsol, mint a menetfúró, ezért 65 HRc-ig használható. További előnye a biztonság, mert egy esetleges szerszámtörés sem teszi tönkre a drága munkadarabot.
Maráshoz a szuperötvözetekhez a 60° spirálszögű háromélű marók, míg a kemény, abrazív anyagokhoz a sűrű fogú 8-12 élű szerszámok bizonyulnak megfelelőnek, mindkét típus nagyon erős UltraCut bevonattal ellátva. A HardX bevonatú mikrómarók 67 HRc keménységig képesek forgácsolni.
A kisebb merevségű, vagy kézi mozgatású gépekkel akkor dolgoznak, ha a megmunkálandó munkadarabok mérete, alakja, vagy a beszereltsége miatt azokat nem lehet CNC gépre tenni. Ilyenkor nem lehet maximális merevséget biztosítani, sokszor kézi előtolással kell dolgozni és a hűtés-kenés lehetősége is korlátozott. A szerszámgyártók e téren régóta együttműködnek az Airbus szakembereivel, az ott szerzett tapasztalatok máshol is hasznosíthatóak.
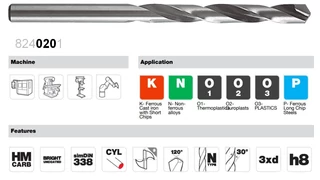
HSSE8+Incocut bevonat. A szuperötvözetek és a Hardox fúrásához a 8% kobaltot tartalmazó gyorsacél hegyére egy különleges bevonatot tettek, melynek vastagsága 2/4µm, keménysége 3200HV, súrlódási együtthatója 0,35, hőállósága 1100°C. Ez a vágósebesség jelentős növelését teszi lehetővé és fokozottan ellenáll az oxidációval szemben magas hőmérsékleten is. Nehezen forgácsolható acélokhoz, rozsdamentes acélokhoz és titánötvözetekhez kiváló.
A nagy koptató hatású anyagok fúrásához egy másik lehetőség a forrasztott keményfém lapkás csigafúró, amely egyesíti a fúróhegy nagy keménységének és a szár rugalmasságának előnyeit és a kompozit anyagoknál is jól teljesít.
Viszonylag ritka szerszám a keményfém kézi dörzsár, de az erősen koptató szuperötvözeteknél és kompozitoknál jó hasznát lehet venni, mert élettartama messze felülmúlja a szokásos gyorscél dörzsárát.
Az ötélű kúpsüllyeztőt elsősorban a Hardoxhoz fejlesztették ki, HSSE8 gyorsacélból készül erősen hőálló kemény TiAlN bevonattal. Jobban megbirkózik a nehéz anyagokkal, mint háromélű társai.
A nehezen forgácsolható ötvözetekhez alkalmas gépi menetfúrók HSSE-PM kobaltos porkohászati gyorsacélból vannak, de igazán a hőálló bevonatuk teszi őket különlegessé.
A kézi menetfúrókon nincs ugyan bevonat, ott a vágósebesség nem is indokolja, de a HSSE-PM kobaltos porkohászati gyorsacél jól megbirkózik a nehéz anyagokkal is. Az első vágáson levő vezetőcsap gondoskodik a precíz megvezetésről.
Végül megemlítjük még a gyémánt reszelőt és tűreszelőt, ami akár az edzett acél megmunkálásához is alkalmas.
Szerkesztő: Bánkuti József üzemmérnök
![]()
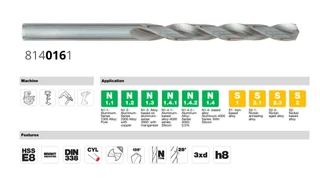
Ø 2-16 mm
A HSSE8 egy 8% kobalt tartalmú csigafúró, amelyet nagy szilárdságú (1400 MPa-ig) és hőálló acélok, szerszámacélok valamint króm-nikkel és titán-ötvözetek megmunkálására terveztek. Bevonattal a vágósebesség jelentősen növelhető, Hardox acélok és kemény ötvözetek manuális fúráshoz optimális.
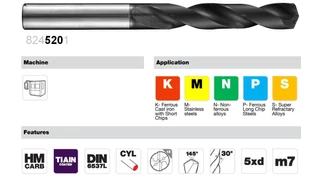
Ø 3-20 mm
Növeld a furatpontosságot és csökkentsd a ciklusidőt prémium 5xD keményfém fúrókkal. Kínálatunkban megtalálod a francia Tivoly Sirius 5xD csúcskategóriás fúróit belső hűtőcsatornával a legkeményebb ötvözetekhez, valamint a svéd SmiCut költséghatékony megoldásait általános CNC fúrási feladatokhoz.
Ø 2-20 mm
Speciális kialakítású csigafúró, amely a szívós edzett acél szárat és a nagy keménységű keményfém lapkát kombinálja. Kiváló választás kopásálló anyagokhoz, öntvényekhez és olyan furatokhoz, ahol a hagyományos HSS fúrók gyorsan életlenné válnak.


Ø 6-31 mm
A létező legerősebb konstrukciójú kúpsüllyesztő, kifejezetten koptató hatású és extrém kemény anyagokhoz. Az 5-élű geometria páratlan stabilitást biztosít, teljesen kiküszöbölve a rezgéseket még Hardox lemezek, páncélacélok és nikkelbázisú szuperötvözetek megmunkálásakor is. Választható HSSE8 (kobaltos gyorsacél) vagy monolit keményfém kivitelben.
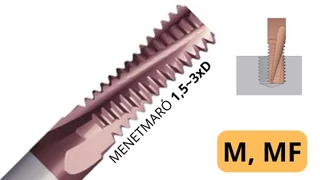
Keményfém maró metrikus furat-menetekhez. A keményfém menetmaró a legbiztonságosabb és legtermelékenyebb megoldás menetek kialakítására CNC megmunkálóközpontokon. Alkalmazásával elkerülhető a menetfúrók okozta beszorulás és törés, miközben egyetlen szerszámmal több különböző átmérőjű, de azonos emelkedésű menet is elkészíthető. Kiváló választás edzett anyagokhoz és rozsdamentes acélokhoz is.
M3-M16
Ez a 3 részes HSSE-PM (porkohászati gyorsacél) készlet a megoldás, ha rozsdamentes acélba (Inox) vagy nagyszilárdságú ötvözetekbe kell kézi erővel precíz menetet vágnod. Az első vágó speciális vezetőcsappal van ellátva, amely pontosan illeszkedik a magfuratba, így fizikai képtelenség ferdén indítani a menetet. Az ISO529 szabvány szerinti erősített szár pedig maximális nyomatékátvitelt biztosít törésveszély nélkül.
Ø 3-12 H7 / 0,1 mm
Tömör keményfém (VHM) gépi dörzsár H7-es tűrésű furatok készítéséhez. A szerszám belső hűtőcsatornával rendelkezik, amely a folyadékot radiálisan (oldalirányban) vezeti ki, így optimális forgácskihordást biztosít átmenő furatok esetén. Ideális CNC megmunkáláshoz, ahol a nagy vágósebesség és a tükrös felületi minőség alapkövetelmény.
Ø 3 - 12 mm (0/+0,005 tűrés)
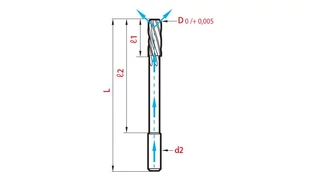
Egyedi illesztések specialistája: tömör keményfém (VHM) gépi dörzsárak 0,01 mm-enként választható átmérővel. A radiális belső hűtés (oldalsó kilépés) tökéletes forgácskihordást biztosít átmenő furatoknál. Ha a standard H7-nél pontosabb vagy egyedi méretű furatra van szüksége, ez a Magafor széria a megoldás.
Ø 3-12 H7 / 0,1 mm
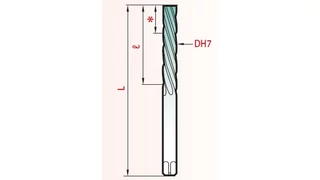
Professzionális H7-es gépi dörzsár tömör keményfémből (VHM), speciális axiális belső hűtéssel. A hűtőfolyadék a szerszám hegyén távozik, így a forgácsot a hornyokon keresztül hátrafelé mossa ki. Ez a technológia elengedhetetlen a pontos és tiszta zsákfuratok készítéséhez CNC megmunkáló központokon.
Ø 3-12 mm (0/+0,005 tűrés)
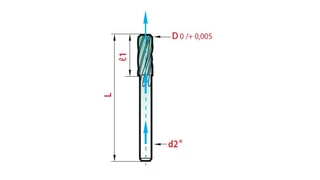
Egyedi illesztések specialistája zsákfuratokhoz: VHM gépi dörzsárak 0,01 mm-enkénti méretválasztékban. A homlokoldali (axiális) belső hűtés a szerszám hegyén távozik, így a forgácsot hatékonyan mossa ki a furat aljáról. Maximális biztonság és századmilliméteres pontosság a legigényesebb CNC feladatokhoz.
Ø 3,98-12,02 H7
A tömör keményfém (VHM) kézi dörzsár egy különleges, a piacon ritkán elérhető precíziós szerszám. Elsősorban olyan nagy keménységű vagy koptató hatású anyagok kézi megmunkálásához ajánljuk, ahol a hagyományos HSS dörzsárak pillanatok alatt elveszítenék élüket. A H7 tűrés és a keményfém ridegsége miatt ez a szerszám professzionális felhasználást igényel.
Ø 0,5-20 mm
A Tivoly ULTRACUT 3-élű keményfém (VHM) ujjmaró és a Magafor mikrómaró a legmagasabb szintű technológiai megoldás erősen ötvözött acélok, titán, nikkel és kobalt alapú különleges ötvözetek megmunkálásához. A 3800 HV keménységű ULTRACUT bevonat extrém kopásállóságot és kimagasló felületi finomságot garantál, jelentősen növelve a forgácsolási sebességet és a szerszám élettartamát.
Ø 6-20 mm
A Tivoly többélű (Z6-Z12) ULTRACUT ujjmarói a precíziós simítás és a keménymarás specialistái. A kínálatunkban szereplő 6-élű változat 50 HRc keménységig, míg a sűrűfogazású (Z8-Z12) kivitel akár 65 HRc keménységű edzett acélok megmunkálására is alkalmas, kiemelkedő felületi minőséget és dinamikus marási lehetőséget biztosítva.

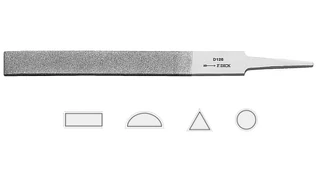
Prémium kivitelű ipari gyémántreszelők 150 mm és 200 mm hosszban, edzett acél (HRC 54+), keményfém és kerámia megmunkálásához. A kínálat három különböző szemcseméretet tartalmaz: D181 (durva) a gyors nagyoláshoz, D126 (közepes) az univerzális feladatokhoz, és D91 (finom) a precíziós simításhoz. Négy alapvető profilban (lapos, háromszög, félkerek, kerek) elérhető, tartós ipari galvánkötéssel.


Precíziós gyémánt tűreszelők edzett acélok (54 HRC felett), keményfémek, üveg és kerámia finommegmunkálásához. A kínálat 11 féle profilt és három különböző szemcseméretet tartalmaz: D181 (durva) a gyors nagyoláshoz, D126 (közepes) az univerzális feladatokhoz, és D91 (finom) a precíziós simításhoz. Ipari felhasználásra tervezett, tartós galvánkötésű szerszámok.