.
H7 tűrésű furat egyszerűen? Dörzsár!
A dörzsár a furatok méretpontosságának és felületminőségének javítására való.
A hengeres dörzsár méreténél a furat tűrését szokták feltüntetni. Legáltalánosabb a H7 tűrés, de a precíziós dörzsárakkal, amelyeket 0,01 mm méret lépcsőzéssel lehet rendelni, egyéb tűrésű furatok is megmunkálhatók. A dörzsár gyártási tűrése természetesen szűkebb, mint az általa megmunkált furaté.
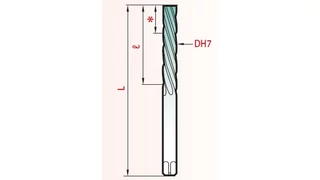
H7-en túl: Így válaszd ki a precíziós dörzsárat bármilyen mikronos furattűréshez
A szériagyártásban vagy a precíziós szerszámkészítésben találkozhatsz olyan furatokkal, amelyeknél a standard H7-es tűrés nem elegendő. Amikor E8, H8 vagy éppen P7 tűrésmezőt ír elő a rajz, a hagyományos tizedes lépcsőzésű szerszámok elvéreznek. A kulcs a precíziós dörzsárak alkalmazása, ahol a méretsor 1-1 század milliméteres lépcsőzéssel emelkedik, magának a dörzsárnak a gyártási tűrése pedig mindössze néhány mikron (ezredmilliméter).
A méretkiválasztás matematikája: Nézzünk 3 gyakorlati példát!
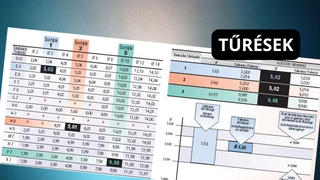
A megfelelő szerszám átmérőjének meghatározásához a dörzsár gyártási méretének mindig a furat tűrésmezején belülre kell esnie. Nézzük meg, hogyan kalkulálunk a Magafor precíziós táblázata alapján:
| Előírt furatméret és tűrés | Furat tűrésmezeje (mm) | Ajánlott Magafor dörzsár (mm) | Dörzsár valós gyártási mérete (mm) |
|---|---|---|---|
| Ø 3 E8 | 3,014 – 3,028 | Ø 3,02 | 3,020 – 3,024 (4 mikron gyártási tűréssel) |
| Ø 5 H8 | 5,000 – 5,018 | Ø 5,01 | Beleesik a tűrésmezőbe |
| Ø 10 P7 | 9,974 – 9,989 | Ø 9,98 | Beleesik a tűrésmezőbe |
További példák:

Extrém precizitás: Mikrodörzsárak és speciális geometriák
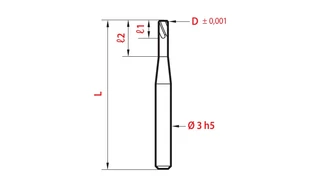
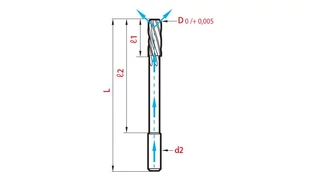
Amennyiben a feladat mikro-megmunkálást igényel, a Magafor mikrodörzsárai 0,2 és 0,6 mm között, elképesztő 0,005 mm-es lépcsőzéssel érhetők el, ±1 mikronos gyártási tűréssel.
Az optimális dörzsár
A geometriát és az alapanyagot mindig az ISO anyagcsoportokhoz kell igazítani a stabil forgácsképződés érdekében:
- Ferde hornyú dörzsárak: Acélok és más fémek megmunkálásához általánosan használhatók
- Egyenes hornyú dörzsárak: Kiválóan alkalmazhatók rideg anyagokhoz, mint az öntöttvas, sárgaréz és bronz.
- 45 fokos csavart hornyú dörzsárak: Elsősorban könnyűfémekhez és alumíniumhoz optimalizálva, a forgács axiális kivezetése miatt.
Az alapanyag megválasztásánál a gazdaságosság is számít.
- Kobaltos gyorsacél (HSSE) dörzsárak: az általánosan elterjedt hagyomás megoldás
- Keményfém (VHM) dörzsárak: termelékenysége és éltartama többszörösen felülmúlja a gyorsacélt, CNC gépen sorozatgyártásnál és nehezen forgácsolható anyagoknál, például korrózióálló acélnál a magasabb ár ellenére is megéri a használata.
- Belső hűtésű keményfém dörzsárak: H7 és precíziós méretekben is elérhetők kétféle változatban: külön geometriával az átmenő furatokhoz (forgácskivezetés előre) és a zsákfuratokhoz (forgácskivezetés hátra, a hornyokon át).
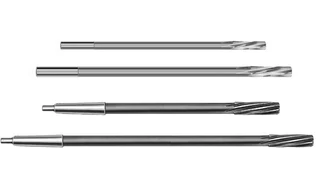
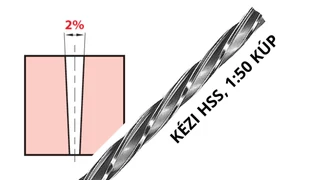
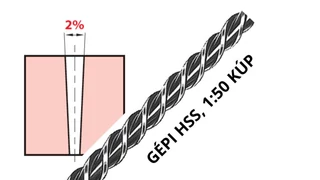
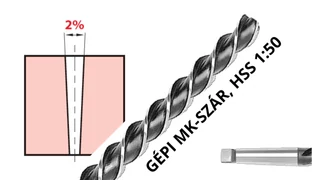
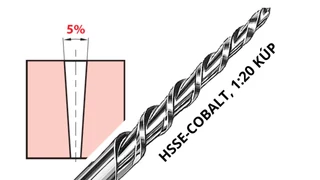
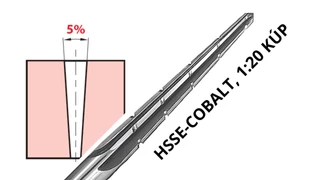
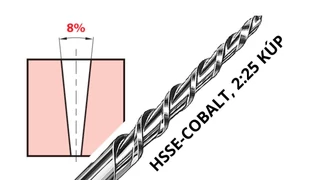
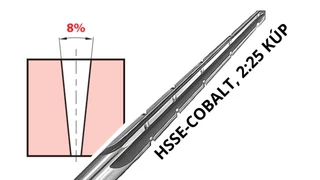
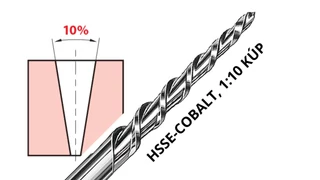
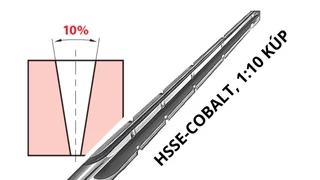
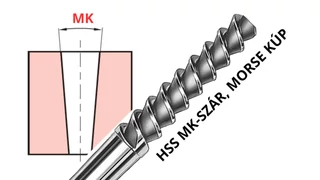
Felhasználása szerint a dörzsár lehet kézi vagy gépi. A kézi dörzsár hosszú bekezdő kúppal rendelkezik és a végén menesztőnégyszög van. A gépi dörzsár bekezdőkúpja rövid, szára lehet hengeres, vagy Morse kúpos, anyaga gyorsacél, vagy keményfém. Kúpos dörzsáraknál a teljes kúpszöget adják meg fokban és percben (1°08'), vagy a kúposságot százalékban ill. tört alakban (2% = 1:50).
- kézi dörzsár - DIN 206
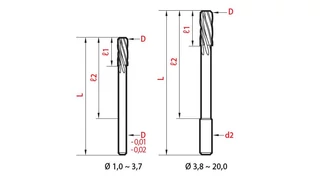
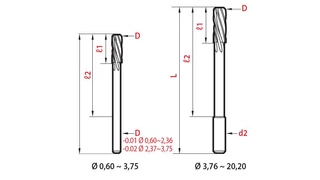
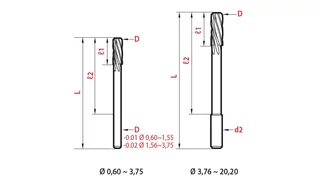
- gépi dörzsár hengeres szárral - DIN 212
- gépi dörzsár kúpos szárral - DIN 208
- kúpos dörzsár - DIN 9
Raktárkészlet és technológiai adatok azonnal
Nem engedheted meg magadnak, hogy a gép álljon egy egyedi méret hiánya miatt. A perfor.hu webshopban a Magafor közel 4000 raktári dörzsármérete közül választhatsz (0,2 mm-től 20 mm-ig, beleértve a colos méreteket, a morzekúpos változatokat 60 mm-ig, és az akár 650 mm hosszú kiviteleket is).
A termékoldalakon valós időben láthatod az aktuális budapesti raktárkészletet, és közvetlenül letöltheted a gyártó által javasolt forgácsolási adatokat (előtolás, vágósebesség) az adott ISO anyagcsoporthoz.
Keresd ki a szükséges dörzsárméretet a webshopon Kérdésed van a tűrésszámítással kapcsolatban? Kérj segítséget kollégánktól a perfor@perfor.hu címen!
Gépi dörzsárak H7 furathoz | perfor.hu
Precíziós dörzsár 0,01 mm | perfor.hu
Furat tűrés kalkulátor
Szerkesztő: Bánkuti József üzemmérnök
![]()