Gyémánt furatsimító szerszám - Cogsdill RDB: Tükrös felületminőség



-
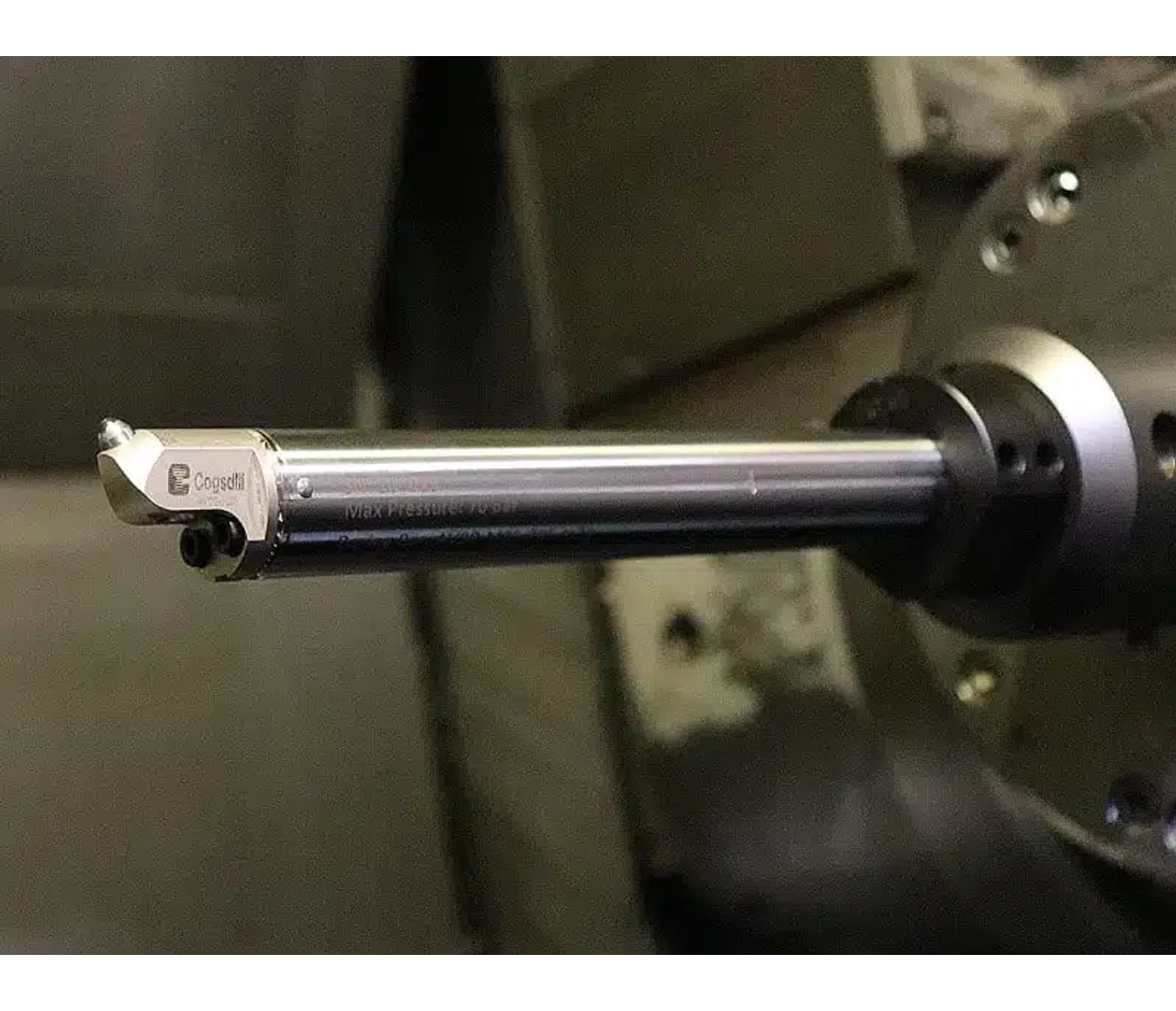
Az RDB gyémánt furatsimító szerszám a leghatékonyabb megoldás a furatok és sík felületek tükrösítésére. A technológia lényege a képlékeny alakítás: a gyémántbetét elnyomja a felületi érdesség csúcsait, így rendkívül alacsony (Ra = 0,1-0,5 µm) érdességet és növelt felületi keménységet eredményez. Kiváltja a költséges köszörülést vagy dörzsárazást, ráadásul egyetlen szerszámmal több különböző átmérő is megmunkálható.
- .
-
- Gyártó: COGSDILL
-
Elérhetőség:
Lásd méretenként
-
| Méret: | Elérhetőség: | Egységár: | Cikkszám: | Kosárba |
|---|---|---|---|---|
RDB1 - 12 mm szár D>16 mm furathoz
|
2-4 hét (általában)
|
Ár:
472.465 Ft (372.020 Ft+ÁFA)
|
C-RDB1
|
|
RDB3 - 20 mm szár D>25 mm furathoz
|
2-4 hét (általában)
|
Ár:
645.333 Ft (508.136 Ft+ÁFA)
|
C-RDB3
|
|
RDB5 - 32 mm szár D>35 mm furathoz
|
2-4 hét (általában)
|
Ár:
764.535 Ft (601.996 Ft+ÁFA)
|
C-RDB5
|
|
Tartalék betét
|
2-4 hét (általában)
|
Ár:
182.616 Ft (143.792 Ft+ÁFA)
|
C-RDB1-04
|
Gyémánt furatsimító szerszám - Cogsdill RDB: Tükrös felületminőség
 Katalógus
KatalógusGyémánt vasalás: Köszörült minőség közvetlenül a CNC gépen
Az RDB gyémánt furatsimító alkalmazásával elfelejtheted az időigényes köszörülési műveleteket. Ez a szerszám a forgácsolás utáni "vasalást" végzi el: a rugalmasan rögzített gyémánt fej végigfut a felületen, és a mikro-egyenetlenségeket képlékeny alakítással a völgyekbe simítja. Az eredmény egy rendkívül alacsony súrlódású, tömörített és tükrös felület.
Műszaki előnyök
- Univerzális alkalmazás: Nem kell minden furatmérethez külön dörzsárat venni. Esztergán lineáris előtolással, CNC megmunkáló központon pedig interpolációval bármilyen átmérőn használható.
- Kiemelkedő felületminőség: Akár Ra = 0,1 µm felületi érdesség is elérhető, ami megfelel a finomköszörülés minőségének.
- Felületi keményedés: A vasalási folyamat során a munkadarab felszíni rétege tömörödik, így nő a kopásállósága és a kifáradási élettartama.
- Forgácsmentes megmunkálás: Nincs szükség forgácskihordásra, a folyamat tiszta és rendkívül gyors.
Hogyan alkalmazd a gyémánt simítót?
Fontos tudni, hogy a gyémánt simító nem korrigálja a méret- és alakhibákat. A szerszám a készre munkált (pl. kiesztergált vagy fúrt) felületen fut végig. A technológiai sorrend:
- Előmunkálás: A furatot a kívánt méretre és alaktűrésre (kerekítés, hengeresség) kell munkálni, hagyva 0,01–0,02 mm simítási ráhagyást.
- Simítás: Az RDB szerszám végigvonul a felületen, elvégezve a végső tükrösítést.
Szakmai támogatás a Cogsdill-tól
A gyémánt vasalás precíziós művelet, ahol a helyes nyomóerő és előtolás megválasztása döntő. Munkatársunk a szerszámot gyártó Cogsdill szakembereivel konzultálva segít a technológiai paraméterek beállításában, legyen szó acélról, alumíniumról vagy rozsdamentes anyagokról. Ezzel a szerszámmal nem csak időt spórolsz, hanem olyan felületi minőséget produkálhatsz, amivel versenyelőnybe kerülsz a piacon.
Gyakran Ismételt Kérdések
Milyen anyagokhoz használható a gyémánt simító?
Szinte minden fémhez kiváló: szerkezeti acélokhoz, alumíniumhoz, sárgarézhez, öntöttvashoz és rozsdamentes acélokhoz is 45-50 HRC keménységig.
Szükséges-e speciális hűtés a használat során?
Igen, bőséges hűtő-kenő folyadék (emulzió vagy olaj) használata kötelező, hogy a gyémánt és a munkadarab közötti súrlódást minimalizáljuk és elkerüljük a túlhevülést.
Mennyi az élettartama a gyémánt betétnek?
A gyémánt rendkívül kopásálló. Megfelelő használat és hűtés mellett több ezer méternyi felület simítására alkalmas, mielőtt a betét cseréjére vagy fordítására sor kerülne.
Kapcsolódó termékek


Cogsdill UDBT univerzális gyémánt felületsímító szerszám
A Cogsdill UDBT egy univerzális, gyémántbetétes felületsímító szerszám, amellyel bármilyen külső és belső kúpos, sík vagy hengeres felület megmunkálható. A felületi érdességet Ra 0.1-0.5 µm alá csökkenti. Kiváltja a költséges köszörülési folyamatokat, miközben növeli a felületi keménységet és a korrózióállóságot.


Anti-vibrációs gyémánt furatsimító - Cogsdill AVDBT
Termékfülek

Gyémánt felületsimító marógépre - Cogsdill DBFM
Tükörsima felület köszörűgép nélkül. Felületminőség javító szerszám marógépre, megmunkáló központra. A feltűzhető homlokmarófej tüskéjére illeszkedik.

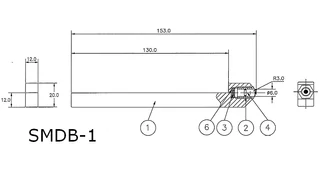
Gyémánt felületsimító szerszám - Cogsdill SMDB
Felületminőség javító szerszám esztergagépre. A gyémánt felületsimító (vasaló) szerszám kitűnő felületminőséget készít külső átmérőkön, oldalfelületeken, vagy furatokban. Az esztergáláshoz hasonló műveletben a szerszám végighalad a felületen és a rúgó által a felülethez szorított gyémánt betét forgács nélküli alakítással elsimítja a felületi egyenetlenségeket.
Cogsdill UDBT univerzális gyémánt felületsímító szerszám
A Cogsdill UDBT egy univerzális, gyémántbetétes felületsímító szerszám, amellyel bármilyen külső és belső kúpos, sík vagy hengeres felület megmunkálható. A felületi érdességet Ra 0.1-0.5 µm alá csökkenti. Kiváltja a költséges köszörülési folyamatokat, miközben növeli a felületi keménységet és a korrózióállóságot.