GMO sorjázó kis furatokhoz



-
Precíz és alapos sorjázás keményfém pengével a furat elején és végén, sík és íves peremeken Ø 0,8~15 mm-ig a választékban szereplő modulokat megfelelően összerakva.
- .
-
Elérhetőség:
Kérdezz rá!
-
GMO sorjázó kis furatokhoz
Precíz és alapos sorjázás keményfém pengével a furat elején és végén, sík és íves peremeken - másodpercek alatt. Keresztfuratokhoz, ha az átmérők aránya legalább 1,8:1.
Minden gépen használható, CNC gépre ideális.
Mérettartomány Ø 0,8~15 mm-ig a választékban szereplő modulokat megfelelően összerakva.

 Katalógus
KatalógusA GMO sorjázóról
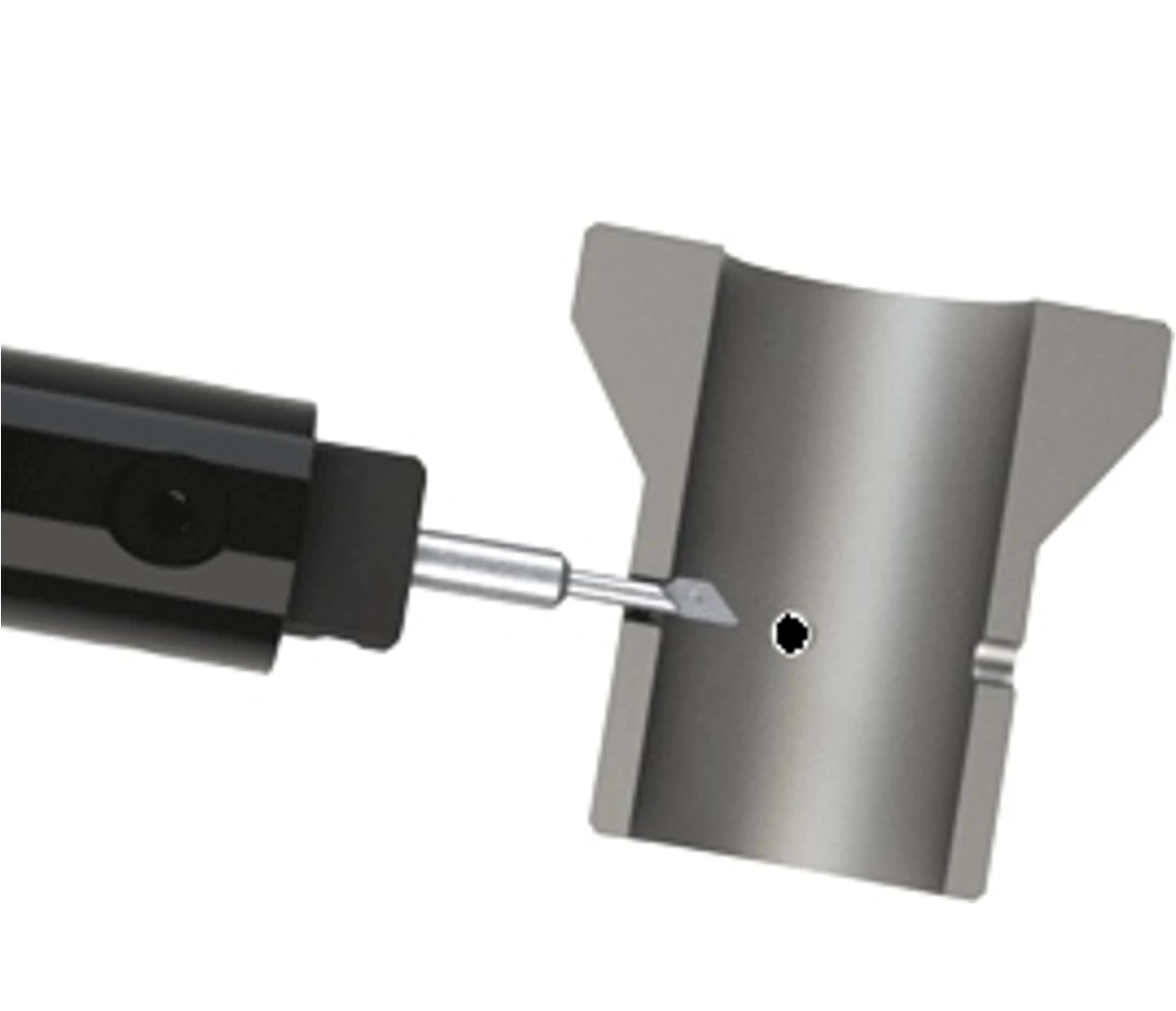
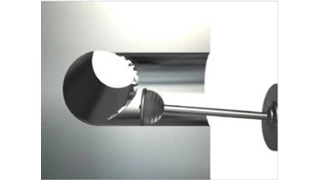
A GMO furatsorjázó keményfém élű forgó szerszám, amely tisztán és nagy biztonsággal végzi a sorjázási műveletet. Kezelése egyszerű, alkalmazásának nincsenek különös előfeltételei. Keresztfurathoz, sík furatperemen és nehezen hozzáférhető helyen is használható.
Precíz és alapos sorjázás keményfém pengével a furat elején és végén, sík és íves peremeken - másodpercek alatt.
Keresztfuratokhoz, ha az átmérők aránya legalább 1,5:1.
Minden gépen használható, CNC gépre ideális.
Mérettartomány Ø 0,8~15 mm-ig a választékban szereplő modulokat megfelelően összerakva.
►Online szerszámválasztás, szimuláció, CNC program

A szerszám részei:
- alapszerszám, minden méretnél azonos,
- 4 rúgó, cseréjükkel a letörés mérete változtatható.
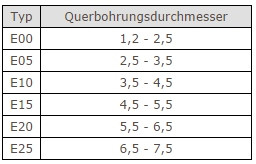
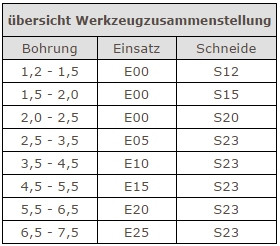
- közbetét (E00...E25) és
- penge (S12...S23) furatméret szerint ►
A szerszám különböző furatátmérőkhöz alkalmas, mert alkatrészei könnyen cserélhetőek. A rugó cseréjével a nyomóerő négy fokozatban változtatható. Az állítócsavarral a penge kibillenése korlátozható. A keményfém penge forgácsol, kopás esetén cserélhető. Élettartama az anyagminőségtől függ, automata acélban kb. 5000 furat. A penge készül külső és belső éllel a furat mindkét peremének sorjázásához, és csak belső éllel, amely csak visszafelé sorjáz, a külső él le van kerekítve.
►Online szerszámválasztás, szimuláció, CNC program
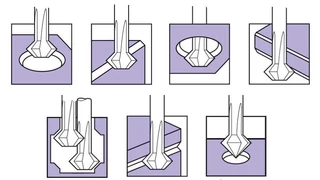
A szerszám működése:
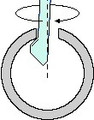
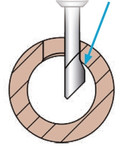
1. A szerszám közepét a furat tengelyéhez pozicionáljuk. A kibillenést úgy állítjuk be, hogy az él közepe a furat pereménél legyen. A forgó szerszám az előtolás hatására a penge eltávolítja a sorját, majd a rugóerő ellenében a furat tengelyébe nyomódik.
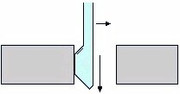
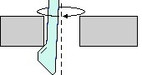
2. A forgó szerszám nagy előtolással bemegy a furatba. A könnyű belépés és a sérülések elkerülése érdekében a szerszám eleje le van gömbölyítve.
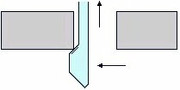
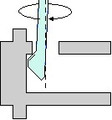
3. Csak addig kell lemenni a furatban, amíg a szerszám ki nem billen és a szár felfekszik a furat falán. Kis előtolással húzzuk visszafelé a szerszámot, majd gyorsmenettel vegyük ki a furatból.
Forgácsolási adatok
Ajánlott fordulatszám:
- sík felületnél 300-500 ford/min
- ívelt felületnél 150-300 ford/min
Ajánlott előtolás:
- lágy anyagba 150-200 mm/min
- közepesen kemény anyagba 100-150 mm/min
- kemény anyagba 50-100 mm/min
Biztonsági tudnivalók
- A szerszámmal csak telepített fémforgácsoló gépen dolgozzunk. Kézben tartott kisgéppel ne használjuk.
- Használjon védőszemüveget, ha a szerszám nem zárt térben dolgozik.
- A pengecseréhez, vagy beállításhoz vegye ki a szerszámot a gépből.
- Csak eredeti alkatrészeket használjon.
►Online szerszámválasztás, szimuláció, CNC program
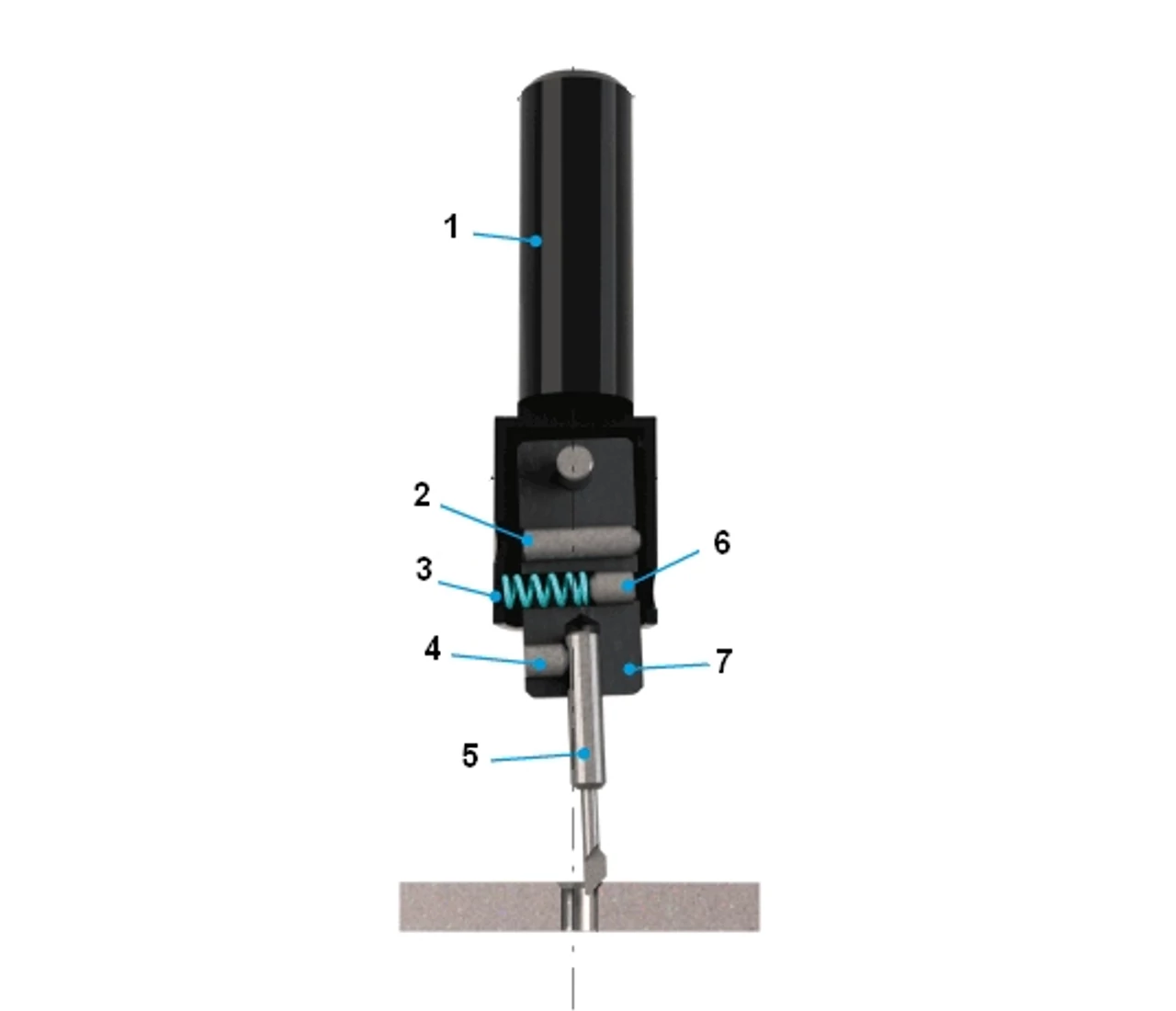
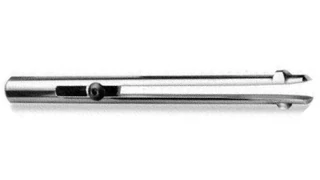
A GMO sorjázó részei:
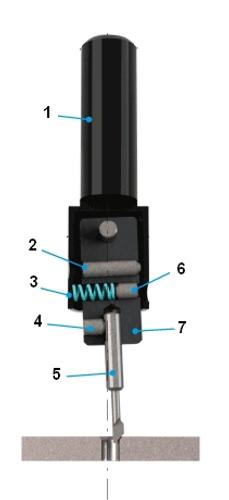
1- hüvely
2- állítócsavar
3- rúgó
4- rögzítőcsavar
5- keményfém penge
6- rúgóerő állító csavar
7- betét
Teljes hossz: 70 mm
Külső átmérő: 14 mm
Szár átmérő: 10 mm
Szár hossz: 30 mm
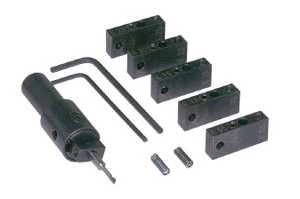
Alaptartó + tartozék
- Alapkészlet: 1 alaptartó, 1 betét (választható), 4 rugó,
- Komplett készlet: 1 alaptartó, 6 betét, 4 rugó.
- Keményfém penge (nem tartozik a készletbe, külön rendelendő)
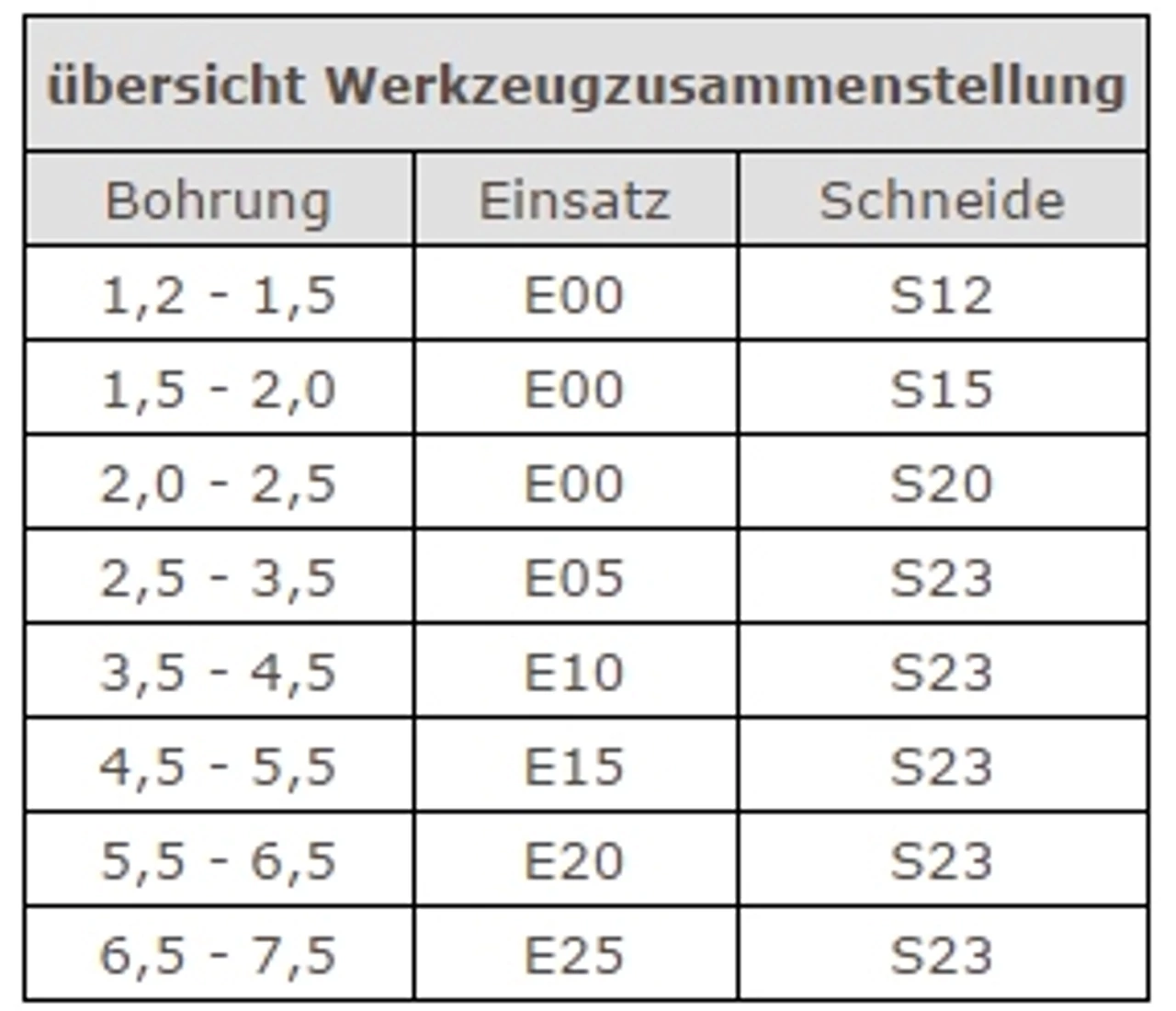
Betétek
A betétben levő furatokba illeszkednek a pengék. Minél nagyobb a sorjázandó furat átmérője, annál nagyobb az illesztőfurat távolsága a szerszám tengelyétől.
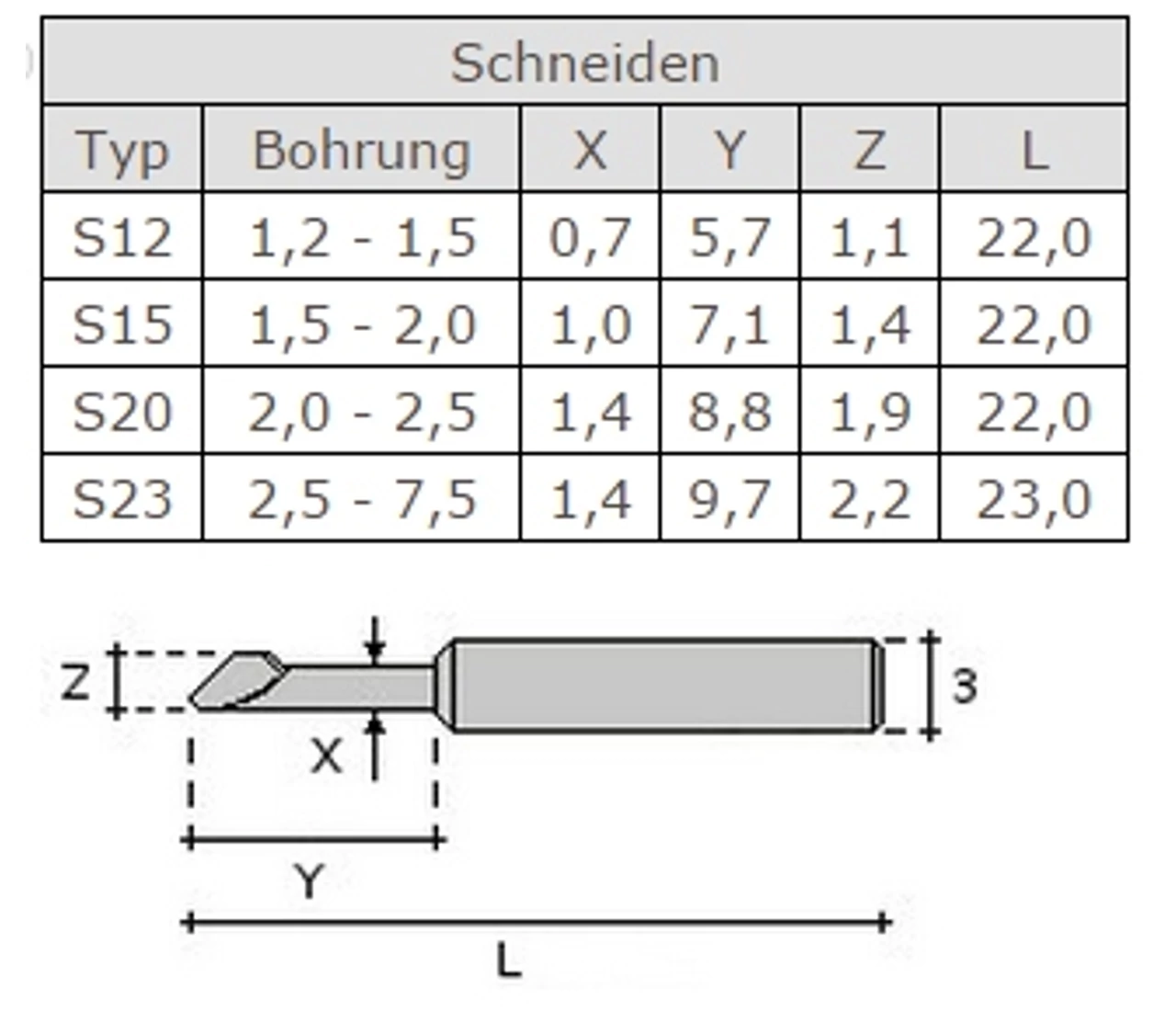
Keményfém pengék
Több méretben készülnek a furat méretének megfelelően:
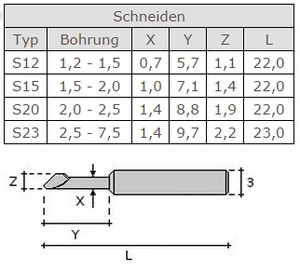
Minden méret négy változatban és különféle hosszúságokban készül:
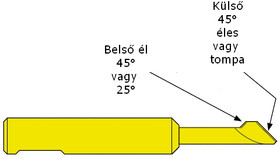
- 45°belső él
- 45°belső él + 45°külső él
- 25°belső él
- 25°belső él + 45°külső él
A külső él a furat elejét, a belső él a végét sorjázza. Ahol nincs szükség külső sorjázásra, ott a /B jelű legömbölyített penge nem forgácsol.
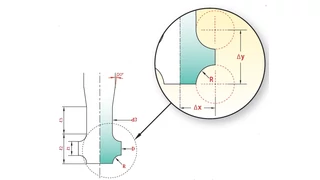
A 25°belső élre akkor van szükség, ha a kereszt- és főfurat átmérő-különbsége kicsi:
A pengék várható élettartama alumínium és réz sorjázásánál 20.000-100.000 furat, szerkezeti acélnál 3.000-20.000 furat, korrózióálló acélnál 500-3000 furat.
Rúgók
Négy rúgó van: gyenge (F40), közepes (F50), erős (F55) és nagyon erős (F63).
A szerszám összeállítások áttekintése:
►Online szerszámválasztás, szimuláció, CNC program
A szerszám beállítása
A megfelelő rugó kiválasztása:
Négy különböző keménységű rúgó közül kell egyet kiválasztani a kívánt élletörés mértéke és az anyagminőség függvényében.
- F40 (gyenge) - alumíniumhou, rézhez
- F50 (közepes) - automata acél, ötvözetlen acél
- F55 (erős) - ötvözött acél
- F63 (nagyon erős) - erősen ötvözött, nagy szilárdságú acél
Utólag is állítható a rúgó feszítése egy állítócsavar segítségével. Így az élletörés mérete könnyen korrigálható.
A rúgó cseréje:
- Lehúzzuk a hüvelyt (ehhez a csavart ki kell venni). A hüvely lehúzásakor ujjunkkal tartsuk meg rúgót.
- Annyira kell a hüvelyt hátrahúzni, hogy a rúgó szabad legyen.
- Kicseréljük a rúgót, vissazhúzzuk a hüvelyt és rögzítjük a csvarral.
A betétek cseréje:
- Lehúzzuk a hüvelyt (ehhez a csavart ki kell venni). A hüvely lehúzásakor ujjunkkal tartsuk meg rúgót.
- A csapszeget óvatosan kiütjük.
- Az új betét behelyezése előtt annak helyét enyhén zsírozzuk be. A betétnek könnyedén kell bemennie.
- Visszatesszük a csapszeget a furatba és visszahúzzuk a hüvelyt.
A kibillenés mértékének beállítása:
Az állítócsavar egy csavarrögzítő lakk segítségével kicsavarodás ellen biztosítva van, ezért nehezen mozog. Ha a használat során az állítócsavar annyira laza lesz, hogy működés közben elállítódhat, csavarrögzítő lakkal újból rögzíteni kell.
Alkalmazási példa
Anyagminőség: 11SMn30K
Furatátmérő: 2,2 mm
Fordulatszám: 500 ford./min
Sorjázás műveleti ideje: 3 másodperc
- Gyorsmenettel megközelítjük a furat premét.
- F500 előtolással átmegyünk a furaton, míg a szerszám vissza nem billen.
- F100 előtolással visszahúzzuk a szerszámot.
- Ha az él kiszabadul a furatból, átkapcsolhatunk gyorsmenetre.
Figyelem!
Minél nagyobb a furatperem görbülete, annál nagyobb rúgóerőt kell beállítani és annál inkább csökkenteni kell a fordulatszámot (200-300 ford./min).



►Online szerszámválasztás, szimuláció, CNC program
Termékfülek

Burraway furatsorjázó szerszám – Kétoldali sorjátlanítás egy lépésben
A Burraway egy egyszerű, de rendkívül hatékony sorjázó szerszám, amely a furatok elülső és hátulsó élét egyetlen menetben, a munkadarab megfordítása vagy az orsó leállítása nélkül sorjátlanítja. Ideális választás Ø 2-50 mm furatok sorozatgyártásához és CNC megmunkálásához, ahol a ciklusidő minimalizálása kulcskérdés.
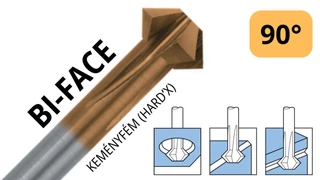
BiFace szögmaró 90° keményfém: Kétoldalas CNC élletörő
Ø 1-16 mm
A Biface 90°-os VHM szögmaró a leghatékonyabb megoldás furatok és élek elülső és hátulsó oldalának sorjázására egyetlen műveletben. A tömör keményfém kivitel és a speciális geometria lehetővé teszi a rezgésmentes megmunkálást és a pontos 45 fokos élletörést. Ideális választás, ha meg akarod spórolni a munkadarab manuális sorjázását vagy a második felfogást.


Burraway cserélhető pengék furatsorjázóhoz
A Burraway cserélhető pengék biztosítják a sorjátlanítás folyamatosságát és a szerszámtest hosszú élettartamát. A különböző méretű és anyagminőségű pengékkel a sorjázási intenzitás és az éltartam az adott alapanyaghoz (acél, alumínium, inox) optimalizálható.

ORBITOOL sorjázó keresztfuratokhoz
Keresztfuratok belső sorjázása Ø 1,3 mm-től. A furatok aránya 1:1 is lehet. A sorjázást a rugalmas szárra erősített keményfém maró forgó, bolygó és előre-hátra mozgása végzi.
BiFace'R negyedkörmaró: Élek lekerekítése elöl és hátul
R0,2 - R3 mm
A Biface-R a leghatékonyabb megoldás a furatok és élek kétoldali lekerekítésére. Ez a speciális VHM negyedkormaró képes az alkatrész hátoldali éleit is rádiuszosan megmunkálni anélkül, hogy meg kellene fordítani a munkadarabot. Ezzel drasztikusan csökken a ciklusidő és megszűnik a pontatlan kézi sorjázás igénye a kilépő éleken is.

BURR-OFF sorjázó szerszám
Ø1,6 mm - 25,8 mm furatok elejének és végének sorjázása a Burraway sorjázóhoz hasonló elven, de hosszabb furatokhoz is alkalmas.


Sorjázó Cogsdill MICRO BURRAWAY (1-2,3 mm furatokhoz)
Ø 1,0 - Ø 2,3 mm furatok elejének és végének sorjázása egy műveletben.