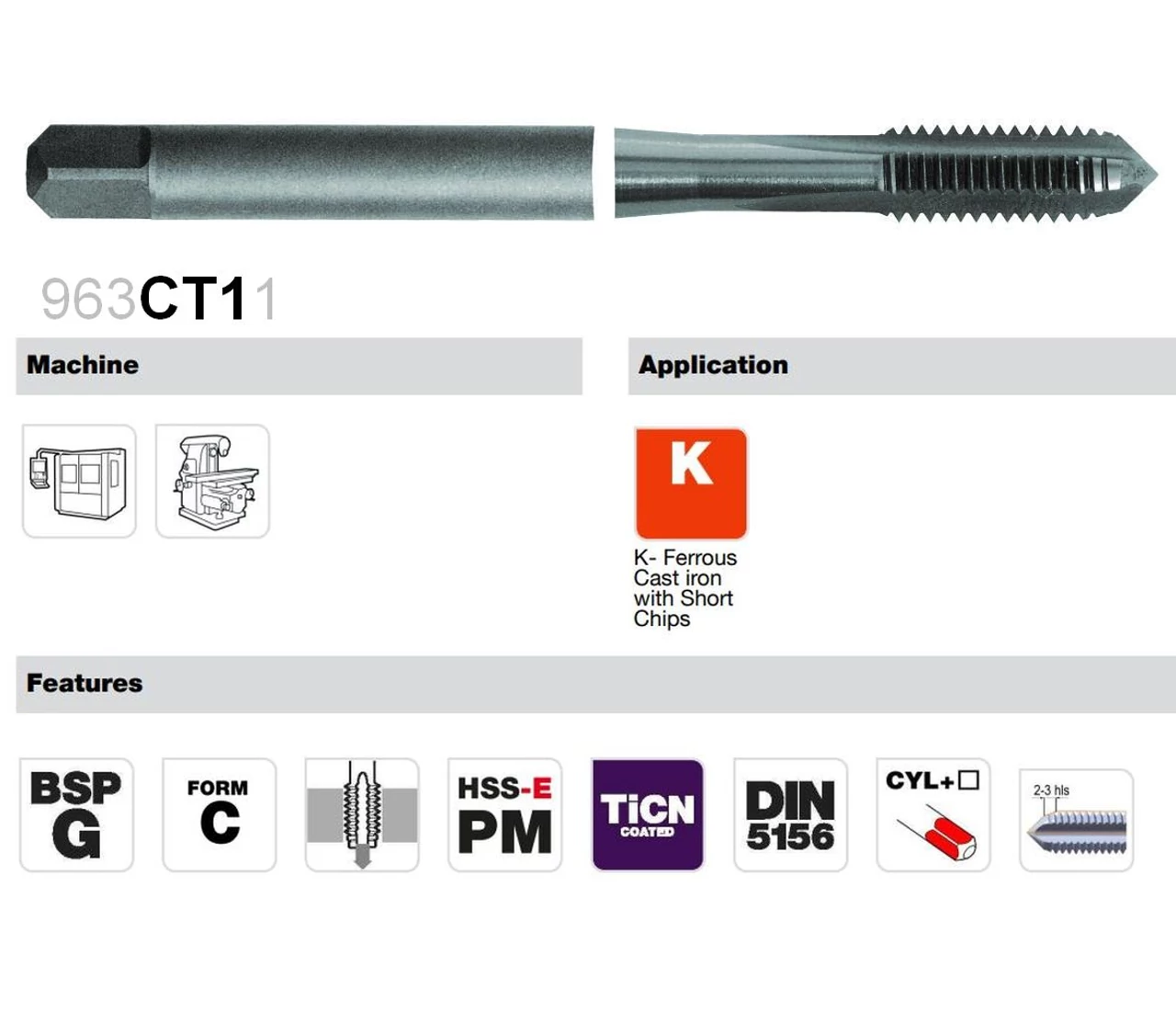
Gépi menetfúró G-menethez HSSE-PM - öntöttvashoz

-
A HSSE-PM gépi menetfúró kifejezetten szürkeöntvény (GG), gömbgrafitos öntvény (GGG) és koptató hatású speciális acélok G (BSP) menetelésére lett fejlesztve. A porkohászati alapanyag (PM) kiemelkedő szívósságot, a 3500HV keménységű TiCN bevonat pedig rendkívüli kopásállóságot biztosít. Az egyenes hornyú kialakítás ideális az öntöttvasakra jellemző rövid, aprózódó forgács elvezetéséhez, miközben a 0,15-ös súrlódási együttható minimalizálja a hőképződést.
-
- Gyártó: TIVOLY
- Típuskód / cikkszám: CT1, 963CT11
-
Elérhetőség:
Lásd méretenként
-
| Névleges átmérő: | Menet: | Elérhetőség: | Egységár: | Cikkszám: | Kosárba |
|---|---|---|---|---|---|
9.73
|
G 1/8-28 - TiCN bevonat
|
2-3 nap (általában)
|
Ár:
20.559 Ft (16.188 Ft+ÁFA)
|
963CT11 0180280
|
|
13.16
|
G 1/4-19 - TiCN bevonat
|
2-3 nap (általában)
|
Ár:
30.404 Ft (23.940 Ft+ÁFA)
|
963CT11 0140190
|
|
16.66
|
G 3/8-19 - TiCN bevonat
|
2-3 nap (általában)
|
Ár:
36.485 Ft (28.728 Ft+ÁFA)
|
963CT11 0380190
|
|
20.96
|
G 1/2-14 - TiCN bevonat
|
2-3 nap (általában)
|
Ár:
46.040 Ft (36.252 Ft+ÁFA)
|
963CT11 0120140
|
|
26.44
|
G 3/4-14 - TiCN bevonat
|
2-3 nap (általában)
|
Ár:
72.100 Ft (56.772 Ft+ÁFA)
|
963CT11 0340140
|
|
33.25
|
G 1-11 - TiCN bevonat
|
2-3 nap (általában)
|
Ár:
111.867 Ft (88.084 Ft+ÁFA)
|
963CT1110000110
|
Gépi menetfúró G-menethez HSSE-PM - öntöttvashoz
 Műszaki adatlap - 963CT11
Műszaki adatlap - 963CT11 G (BSP) menetméretek
G (BSP) menetméretek Forgácsolási adat
Forgácsolási adat.
HSSE-PM + TiCN: Maximális éltartam koptató anyagokban
Az öntöttvas megmunkálása során a szerszámélek extrém koptató igénybevételnek vannak kitéve a grafit és az egyéb ötvözők miatt. A Tivoly Flashcut sorozata a legmodernebb porkohászati acéltechnológiát és keménybevonatot alkalmazza, hogy még a legnehezebben forgácsolható öntvényekben is stabil és hosszú éltartamot biztosítson.
Miért a HSSE-PM és a TiCN a legjobb választás öntöttvashoz?
- Porkohászati szívósság (PM): A finomszemcsés anyagszerkezet megakadályozza az élek mikro-kicsorbulását, ami az öntöttvasban lévő zárványok miatt gyakran előfordul a hagyományos szerszámoknál.
- TiCN bevonat (3500HV): A titán-karbonitrid réteg keményebb, mint a TiN vagy TiAlN bevonatok, így jobban ellenáll a koptató hatásnak. A 400°C-ig megmaradó keménység garantálja a tartósságot.
- Minimális súrlódás: A 0,15-ös súrlódási együttható az egyik legalacsonyabb a piacon, ami megkönnyíti a forgácsolást és csökkenti a gép terhelését.
- Egyenes hornyú geometria: Mivel az öntöttvas porózus, rövid forgácsot ad, az egyenes hornyok biztosítják a legstabilabb megvezetést és a legegyszerűbb forgácseltávolítást.
Alkalmazási területek
Ez a prémium G-menetfúró az alábbi anyagokhoz ajánlott:
- Szürkeöntvény: Általános gépészeti öntvények.
- Gömbgrafitos öntvény: Nagyobb szilárdságú, szívósabb öntvények.
- Koptató hatású fémek: Magas szilíciumtartalmú alumíniumötvözetek és speciális acélok.
Használati tipp öntvény meneteléséhez
Öntöttvas fúrásakor és menetelésekor a hűtés-kenés módja kritikus. Bár sok esetben szárazon is megmunkálható, a TiCN bevonatú szerszámoknál a minimálkenés vagy a speciális vágóolaj használata jelentősen növeli a menetfelület minőségét és a szerszám életciklusát.
Gyakori kérdések az öntöttvas G menetfúrókkal kapcsolatban
Miért jobb az egyenes horony öntöttvashoz, mint a csavart?
Az öntöttvas forgácsa nem áll össze hosszú spirállá, hanem apró darabokra törik. Az egyenes horonyban ez a "por" nem akad el, és a szerszám stabilabb megvezetést kap a furatban.
Fúrható vele acél is?
Bár a keménysége lehetővé teszi, a geometriája (egyenes horony) miatt acélokban csak átmenő furatokhoz javasolt. Zsákfuratú acélmegmunkáláshoz a csavart hornyú típusok (pl. HSSE-Co5 35°) alkalmasabbak.
Mekkora a TiCN bevonat vastagsága?
A bevonat 2-4 µm vastagságú, ami ideális egyensúlyt teremt a vágóél élessége és a felületi védelem között.
Kapcsolódó termékek


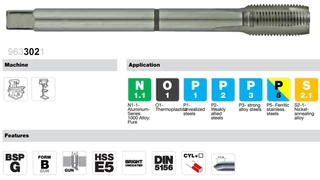
Gépi menetfúró G-menethez HSSE - egyenes horonnyal (C)
A HSSE-Co5 gépi menetfúrók hengeres G (BSP) csőmenetek készítésére szolgálnak átmenő és zsákfuratokba egyaránt. Az 5% kobalttal ötvözött gyorsacél alapanyag kiemelkedő hőállóságot és éltartamot biztosít, így alkalmas általános szerkezeti acélokhoz, öntvényekhez és nehezen forgácsolható anyagokhoz 1200 N/mm² szakítószilárdságig. A C-típusú beköszörülés precíz indítást és tiszta menetprofilt garantál gépi megmunkálás során.
Termékfülek

Gépi menetfúró G-menethez HSSE - zsákfurathoz (C35°)
A 35°-os csavart hornyú HSSE-Co5 gépi menetfúrót kifejezetten zsákfuratok (nem átmenő furatok) G (BSP) menetelésére tervezték. A spirális hornyok a forgácsot a szerszám mentén felfelé, a furat bejárata felé vezetik ki, megakadályozva annak feltömörödését a furat alján. Az 5% kobalttal ötvözett gyorsacél alapanyag kiemelkedő hőállóságot biztosít, így alkalmas szívós acélokhoz és öntvényekhez 1200 N/mm² szakítószilárdságig.
Gépi menetfúró G-menethez HSSE - egyenes horonnyal (C)
A HSSE-Co5 gépi menetfúrók hengeres G (BSP) csőmenetek készítésére szolgálnak átmenő és zsákfuratokba egyaránt. Az 5% kobalttal ötvözött gyorsacél alapanyag kiemelkedő hőállóságot és éltartamot biztosít, így alkalmas általános szerkezeti acélokhoz, öntvényekhez és nehezen forgácsolható anyagokhoz 1200 N/mm² szakítószilárdságig. A C-típusú beköszörülés precíz indítást és tiszta menetprofilt garantál gépi megmunkálás során.

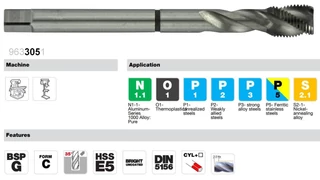
Menetformázó G-menet HSSE HSSPM - képlékeny menetalakításhoz
Képlékeny menetalakító szerszám G-menethez 10-12%-nál nagyobb fajlagos nyúlású acélhoz.

Gépi menetfúró G-menethez HSSE - átmenő furathoz, terelőéllel (B)
A B-típusú (terelőéles) HSSE-Co5 gépi menetfúrót kifejezetten átmenő furatok G (BSP) menetelésére tervezték. A speciális geometria a forgácsot a szerszám előtt, a furat irányába tolja ki, így megakadályozza a hornyok eltömődését és a szerszámtörést. Az 5% kobalttal ötvözött gyorsacél alapanyag kiváló éltartamot biztosít acélokhoz és öntvényekhez 1200 N/mm² szakítószilárdságig.

Gépi menetfúró G-menet HSSE felméret
HSSE gépi menetfúró G-menethez. Tűrések: +0.05~0.2 mm. Nagy átmérők is!


Gépi menetfúró G-menethez HSSE bronzhoz
A speciális HSSE-Co5 gépi menetfúrót kifejezetten a sárgaréz, bronz, vörösréz és rideg műanyagok G (BSP) menetelésére tervezték. Az 5% kobalttal ötvözött gyorsacél alapanyag kiemelkedő éltartamot és hőállóságot biztosít 1200 N/mm² szakítószilárdságig. Az egyenes hornyú kialakítás és a színesfémekre optimalizált vágószög megakadályozza a szerszám "beharapását" és az anyag kenődését, biztosítva a tökéletesen sima menetfelületet.

Gépi menetfúró G-LH - balos csőmenethez
HSSE kobaltos gyorsacél gépi menetfúró BALOS G-menethez.

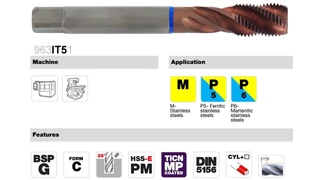
Gépi menetfúró G-menethez HSSE-PM INOX: Korrózióálló acélhoz
A HSSE-PM Inox menetfúró a legmagasabb szintű megoldás rozsdamentes és saválló acélok G (BSP) menetelésére. A porkohászati úton előállított acél (PM) alapanyag homogén szerkezete és a 3200HV keménységű TiCN-MP bevonat együttesen biztosítja az extrém kopásállóságot és a minimális súrlódást (0,20). A 35°-os csavart horony hatékonyan vezeti ki a forgácsot a zsákfuratokból, megelőzve az Inox anyagokra jellemző felkeményedést és kenődést.