Dörzsárak 4000 méretben - H7 és minden más tűréshez
Dörzsárak bármilyen méretű és tűrésű furathoz 0,2 és 20 mm között.
A megmunkált alkatrészek mérete, pl. egy furat vagy tengely átmérője soha nem pontos, mindig van egy megengedett eltérés. Ezt a "hibahatárt" tűrésnek hívják.
A furatok tűrését az átmérő után írt nagybetűvel és számmal jelölik.
A betű azt mutatja, hogy a tűrési zóna hol helyezkedik el az alapmérethez képest. A szám a tűrés nagyságát határozza meg, minél kisebb a szám, annál szorosabb a tűrés.
A tűrés nagysága a furat méretétől is függ, az azonos betűvel és számmal jelölt tűrés a kisebb átmérőknél kisebb, a nagyobbaknál nagyobb eltérést enged meg. Az egyes átmérő tartományokhoz tartozó határeltéréseket az ISO 286 szabvány szerinti táblázatban találjuk mikronban (ezred milliméterben) megadva.
A H tűrés a leggyakoribb: ennél a furat alsó határa megegyezik az alapmérettel, a tűrés felfelé megy.
Például: Ø12 H7 (a táblázatban 0/+18) tehát a furat → minimum 12,000 mm – maximum 12,018 mm lehet.
Más betűk eltérő elhelyezkedést jelentenek:
A G tűrésnél a furat alsó határa nagyobb az alapméretnél (lazább illesztéshez használják).
Például Ø12 G7 (a táblázatban +6/+24) → tehát a furat minimum 12,006 mm – maximum 12,024 mm
Az N tűrésnél a furat alsó határa kisebb az alapméretnél (szorosabb illesztéshez használják).
Például Ø12 N7 (a táblázatban -5/-23) → tehát a furat minimum 11,977 mm – maximum 11,995 mm
Nézzünk néhány példát arra, hogyan változik a tűrés, ha a betű mögötti szám kisebb, vagy nagyobb:
Láttuk, hogy
Ø 12 H7 → (a táblázatban 0/+18) tehát minimum 12,000 mm – maximum 12,018 mm.
Ehhez képest a H6 szűkebb:
Ø 12 H6 → (a táblázatban 0/+11) tehát minimum 12,000 mm – maximum 12,011 mm.
A H9 tágabb tűrés:
Ø 12 H9 → (a táblázatban 0/+43) tehát minimum 12,000 mm – maximum 12,043 mm.
Végül néhány példa arra, hogy mit jelent a H7 tűrés kisebb és nagyobb átmérőknél:
A már ismert
Ø 12 H7 → (a táblázatban 0/+18) tehát minimum 12,000 mm – maximum 12,018 mm.
Kisebb méretnél a H7 kisebb eltérést enged:
Ø 5 H7 → (a táblázatban 0/+12) tehát minimum 5,000 mm – maximum 5,012 mm.
Nagyobb méretnél szélesebb a tűrésmező:
Ø 40 H7 → (a táblázatban 0/+25) tehát minimum 40,000 mm – maximum 40,025 mm.
Ha egy furatnál nincs megadva tűrés, akkor az ISO 2768 szabvány szerinti általános tűréssel kell gyártani, ami sokkal lazább a tűrésezett méreteknél. A szabvány az iparágtól és a termék jellegétől függően finom, közepes, durva és nagyon durva tűrésosztályokat határoz meg és a határeltéréseket tized milliméterben adja meg mérettartományonként.
Például: Ø 12 furatnál a megengedett tűrés a közepes kategóriában +0,2/-0,2 mm, tehát a furat minimum 11,8 mm – maximum 12,2 mm lehet.
A tűrés nélküli furatok elkészítéséhez az általános csigafúró megfelelő szerszám. A tűrt furatokat általában több műveletben munkálják meg: fúrás a névleges méretnél néhány tizeddel kisebbre, majd dörzsárazás, vagy kiesztergálás, köszörülés, esetleg hónolás következik.
A mérettűrés jelölése nemcsak furatokra, hanem belső párhuzamos felületekre is érvényes.
A tengelyek és külső párhuzamos felületek mérettűrését ugyancsak az ISO 286 szabvány írja elő, de a nagybetűk helyett kisbetűket használunk és az alapmérethez képest a tűrésmezők elhelyezkedése ellentétes. Például a kis h7 mínuszos tűrés.

Ø 1-20 H7 / 0,1 mm
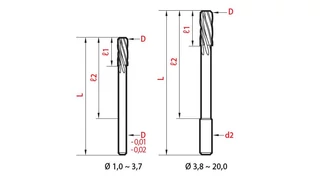
A H7 tűrésű HSSE-Co5 gépi dörzsárak a pontos furatmegmunkálás eszközei, amelyek 5% kobalttartalmuknak köszönhetően kiemelkedő hőállósággal és éltartammal rendelkeznek. Alkalmasak ötvözött acélok és öntvények precíziós dörzsöléséhez ipari körülmények között. Más tűréshez keresd a precíziós dörzsárat!

A 0,01 mm-es lépcsőzéssel elérhető HSSE precíziós gépi dörzsárak megoldást nyújtanak a nem szabványos furattűrések azonnali megmunkálására. A rendkívül szűk, 0,003 - 0,005 mm-es gyártási tűrés lehetővé teszi, hogy speciális dörzsár gyártatása nélkül, raktárról válassz szerszámot bármilyen tűrésmezőhöz (pl. P7, G7, JS7).
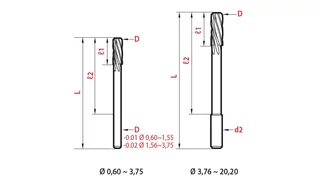
Ø 0.60 - 3.00 mm ezen az oldalon
Ø 3.01 - 8.00 ► Ø 8.01 - 20,20 ►
Ø 1-20 H7 / 0,1 mm
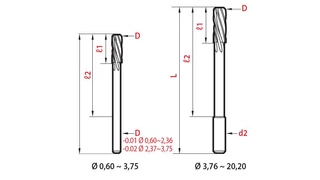
A tömör keményfém (VHM) gépi dörzsárak a legmagasabb követelményeket támasztó ipari megmunkálásokhoz készültek. A H7 tűrésű szerszámok kiemelkedő merevséget, rezgésmentes futást és a gyorsacélnál sokszorosan hosszabb éltartamot biztosítanak. 0,1 mm-es méretlépcsőzéssel rendelheted meg őket, de ha más méretre vagy tűrésre van szükséged, válaszd a precíziós dörzsárat!

A 0,01 mm-es lépcsőkben elérhető, néhány mikronos tűréssel készülő dörzsárakkal speciális szerszám nélkül lehet megmunkálni azokat a furatokat, ahol a standard H7-es tűrés helyett más tűrés van előírva. A keményfém dörzsár termelékenysége és éltartama többszöröse a gyorsacélnak.
Ø 0.60 - 3.00 mm ezen az oldalon
Ø 3.01 - 8 ► Ø 8.01 - 20,05 ►
Dörzsárak bármilyen méretű és tűrésű furathoz 0,2 és 20 mm között.