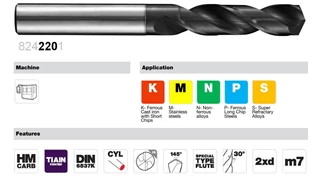
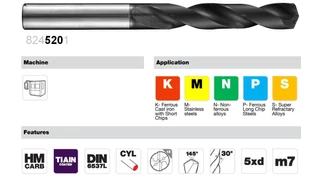
A rozsdamentes acélok CNC megmunkálása során a cél a folyamatbiztonság és a magas termelékenység. Ehhez ultra-finomszemcsés keményfém (VHM) fúrókat ajánlunk, amelyek speciális bevonattal (pl. TiAlN) és belső hűtőcsatornával rendelkeznek a hatékony hőelvezetés érdekében.
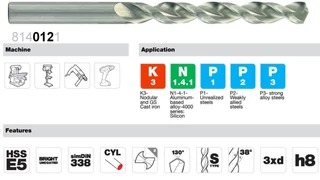
A keményfém fúrók mellett választékunkban találsz CNC-re alkalmas erősített HSSE fúrókat is, amelyek néha gazdaságos alternatívát jelenthetnek.
Válaszd ki a megfelelő szerszámot lent a Kapcsolódó termékek közül!
A stabil CNC folyamat
Az INOX anyagok hajlamosak a "felkeményedésre", ezért a CNC környezetben elengedhetetlen a határozott, megállás nélküli előtolás:
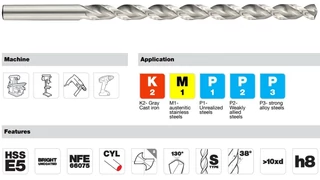
- Jó hűtés: A hűtőfolyadék közvetlenül a vágóélhez jusson, ami megakadályozza az anyag ráhegedését a fúróra.
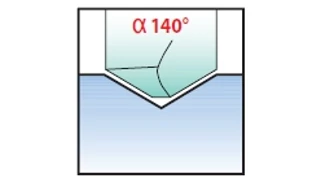
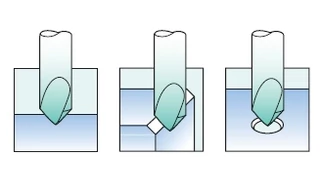
- Geometria: A speciális horonykiképzés segít a rövid, töredezett forgács kialakításában, elkerülve a hosszú "forgácsgubancokat".
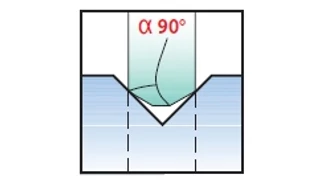
- Merevség: A rövid kivitelű fúrók minimálisra csökkentik az elhajlást, biztosítva a magas pozíciópontosságot.
Nézd meg CNC fúró kínálatunkat rozsdamentes acélokhoz, ahol a legmodernebb bevonatos szerszámokat találod.
Gyakori kérdések (CNC INOX)
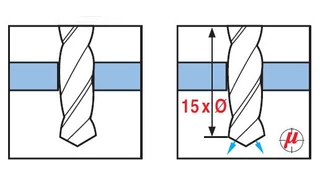
Mikor használjak belső hűtéses fúrót?
Minden olyan esetben, ahol a furatmélység meghaladja a 3xD értéket. Ez garantálja, hogy a forgács nem szorul be a furatba.
Miért törnek a VHM fúrók INOX-ban?
Legtöbbször a nem megfelelő hűtési nyomás vagy a gép vibrációja okozza a keményfém él kipattogzását.