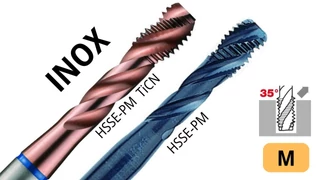
A rozsdamentes acélok (INOX) megmunkálása minden forgácsoló számára tartogat kihívásokat. Az anyag nagy szakítószilárdsága és felkeményedési hajlama miatt a hagyományos szerszámok gyorsan elkopnak vagy beletörnek a furatba. A megoldás nem a szerencse, hanem a célirányos szerszámválasztás.
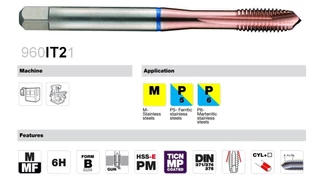
Gépi menetfúrás: Átmenő vagy zsákfurat?
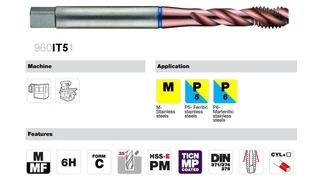
Nem mindegy, merre távozik a forgács. A Tivoly IT2 (B-típusú) menetfúrót kifejezetten átmenő furatokhoz tervezték: a terelőél előretolja a forgácsot, így elkerülhető a beszorulás. Ezzel szemben a Tivoly IT5 (C35-ös) csavart hornyú kialakítása a forgácsot a gép felé húzza ki a zsákfuratból, megakadályozva a furat alján történő feltömörödést. Mindkét típus HSSE-PM (kobaltos porkohászati gyorsacél) alapanyagú, ami bírja a rozsdamentes anyagoknál fellépő hőterhelést. Az INOX menetfúrók jellegzetessége a menetes rész hátrafelé is kúpos kialakítása, amely segíti a szerszám visszatekerését a rugalmas anyagból.



Menetformázás: Forgács nélkül, nagyobb szilárdsággal
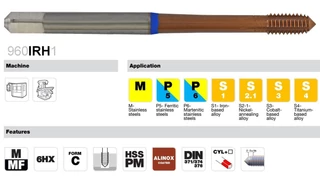
Ha a technológia engedi, az INOX-nál a menetformázás az egyik leghatékonyabb módszer. Mivel itt nincs forgácsleválasztás, a menetprofil a szálirányok zömítésével jön létre, ami sokkal erősebb menetet és tükrös felületet eredményez. Nincs forgácselakadás, nincs törésveszély.


Kézi megmunkálás és javítás
Karbantartási munkákhoz vagy helyszíni szereléshez a HSSE-PM (porkohászati) kézi menetfúrók jelentik a prémium kategóriát. A porkohászati acél szívósabb, mint a hagyományos társai, így a kézi hajtásnál fellépő apró feszítéseknek is jobban ellenáll. Ha pedig külső menetet kell vágnod vagy javítanod, a HSSE menetmetszők biztosítják a szükséges éltartamot a saválló anyagokon is.


Menetmegmunkálási segédlet: INOX (Korrózióálló acél)
| Menetméret | Menetfúró előfúró (mm) |
Menetformázó előfúró (mm) |
Javasolt vágósebesség (vc - m/perc) |
|---|---|---|---|
| M3 | 2,5 | 2,8 |
Ausztenites: Ferrites: Martenzites: Menetformázás: |
| M4 | 3,3 | 3,7 | |
| M5 | 4,2 | 4,6 | |
| M6 | 5,0 | 5,55 | |
| M8 | 6,8 | 7,4 | |
| M10 | 8,5 | 9,3 | |
| M12 | 10,2 | 11,2 |
*Megjegyzés: Az értékek tájékoztató jellegűek. Magasabb ötvözők (pl. Duplex acélok) esetén a vágósebességet csökkenteni kell. Menetformázásnál kiemelten fontos a nagynyomású hűtő-kenő folyadék használata!
Hogyan számold ki a fordulatszámot (N)?
A képlet: N = 1000 x Vc ÷ D ÷ 3,14
ahol:
Vc: A táblázatban szereplő vágósebesség (m/perc)
D: A menet névleges átmérője (pl. 6 mm)
Példa: M6 menet fúrása ausztenites rozsdamentes acélba (Vc = 10 m/perc):
N = 1000 x 10 ÷ 6 ÷ 3,14 = 530 fordulat/perc.
Pro tipp a hosszú éltartamhoz:
Az INOX nem szereti a szárazon futást. Mindig használj megfelelő vágóolajat vagy emulziót, és tartsd be a katalógus szerinti vágósebességet (Vc = 2-15 m/min). A túl alacsony sebesség ugyanúgy felkeményedéshez vezethet, mint a túl magas!
Összefoglalva
Korrózióálló acélba az átlagosnál nehezebb menetet fúrni, mert az erősen ötvözött anyag szilárdsága és fajlagos nyúlása egyaránt magas. Ezért, ha lehet, végezzünk inkább menetformázást. Nagyobb átmérőjű finommeneteknél, tövig menetes zsákmeneteknél és balos, vagy különleges méretű meneteknél jó megoldás lehet a menetmarás.
Menetfúrásnál ügyelj:
- A megfelelő szerszámtípus kiválasztására
- A szerszám precíz befogására. A szerszám ütése rontja a menet minőségét, de rosszabb esetben töréshez is vezethet.
- A magfúró helyes megválasztására. Az előírt méreten kívül az is fontos, hogy ne keményedjen fel a felület. Ez a koracélhoz megfelelő geometriájú fúróval érhető el.
- Az ajánlásnak megfelelő forgácsoló sebességgel dolgozz.
- A feladathoz ajánlott hűtő-kenő folyadékot használj.
Gyakori kérdések
Miért törik bele a menetfúró a rozsdamentes acélba?
Leggyakrabban a nem megfelelő forgácskihordás vagy a szerszám élének felrakódása (élrátét) okozza. Használj kifejezetten INOX-hoz fejlesztett, oxidált felületkezelésű vagy bevonatos szerszámot és megfelelő kenést.
Milyen furatátmérő kell a menetformázáshoz?
Fontos tudni, hogy a menetformázáshoz nagyobb előfúró átmérő szükséges, mint a menetfúráshoz. A pontos méretet mindig ellenőrizd a táblázatunkban!
Használható-e a HSSE-PM szerszám kézi fúróval?
Bár a HSSE-PM rendkívül ellenálló, a menetfúrás pontosságát kézi hajtóvassal lehet legjobban garantálni. Gépi menetfúrót csak stabil gépi környezetben javaslunk.
Szerkesztő: Bánkuti József üzemmérnök
![]()