Az anyagok forgácsolhatósága
A könnyen forgácsolható anyagoknak a megmunkálás után sima felületük van, olyan forgácsot termelnek, amely nem akadályozza a gyártási folyamatot, a forgácsolóerők alacsonyak és a szerszámok élettartama hosszú.
Beszerzőként vagy cégvezetőként gyakran szembesülhetsz azzal, hogy ugyanaz a fúró egyik héten 500 lyukat bír, a másikon pedig már 50 után életlen. Ennek oka legtöbbször nem a szerszámminőség ingadozása, hanem a forgácsolási paraméterek (fordulatszám és előtolás) helytelen megválasztása.
Azt mutatja meg, hányszor fordul körbe a szerszám egy perc alatt. Ha túl magas, a szerszám éle "megég" (kilágyul). Ha túl alacsony, a termelékenység csökken és a szerszám rángathat.
A szerszám előrehaladása az anyagban. Ha túl kicsi, a szerszám csak "dörzsöli" az anyagot és gyorsan kopik. Ha túl nagy, a forgács túl vastag lesz, és a szerszám eltörik.
Mielőtt reklamációt indítana a szerszám éltartama miatt, érdemes megkérdezni a gépkezelőt:
Kérdés: Ha sietünk a munkával, érdemes feltekerni a fordulatot?
Válasz: Rövid távon igen, de a szerszámköltség és a szerszámcsere miatti állásidő sokszor több veszteséget okoz, mint amennyi időt a gyorsítással nyerünk.
Kérdés: Honnan tudom, hogy rosszak a paraméterek?
Válasz: Ha a szerszám sikít, remeg, vagy a forgács elszíneződik (elkékül), az szinte biztosan a rossz paraméterek jele. Ilyenkor a szerszám élete perceken belül véget érhet.
A forgácsolási adatok jellemzik a szerszám élének mozgását a munkadarabhoz viszonyítva. A megfelelő szerszám kiválasztása mellett a megfelelő forgácsolási adatok használata is nagyon fontos a megmunkálás minősége, termelékenysége és gazdaságossága szempontjából. A szerszámgyártók általában megadják a termékeikhez ajánlott forgácsolási adatokat különböző anyagminőségek forgácsolásához.
Forgácsolási sebesség Vc (m/min)
A forgácsolási sebesség a szerszám élének viszonylagos sebessége a munkadarabhoz képest a főmozgás irányában. A legfontosabb forgácsolási adat, mert a forgácsképzés csak egy bizonyos sebesség tartományban lesz jó minőségű, és a forgácsolási sebesség erősen befolyásolja a szerszám kopását és természetesen a megmunkálás idejét.
Fordulatszám percenként N (fordulat/min)
A forgácsolásnál a főmozgás általában forgó, ezért a gépen a megfelelő forgácsolási sebesség eléréséhez a percenként fordulatszámot tudjuk beállítani, amely függ a szerszám (esztergálásnál a munkadarab) átmérőjétől. Fúrásnál a forgácsolási sebességet a legnagyobb átmérőnél mérjük, az él többi részénél a sebesség értelemszerűen kisebb lesz, a központban pedig nulla.
Fordulatszám számítása a forgácsolási sebességből:
N = 1000 x Vc / D / 3,14 (fordulat/min)
Forgácsolási sebesség a fordulatszámból:
Vc = D x 3,14 x N / 1000 (m/min)
ahol
N - a fordulatszám
Vc - a forgácsolási sebesség,
D - az átmérő.
Fúrásnál fordulatonkénti előtolás f (mm/fordulat)
Marásnál fogankénti előtolás fz (mm/fog)
Az előtolás a szerszám viszonylagos haladási sebességét jellemzi. Fúrásnál és esztergálásnál az egy fordulatra jutó előtolást, marásnál a szerszám egy fogára jutó előtolást szokták megadni. Az előtolás mértéke határozza meg a forgács vastagságát, ezáltal hatással van a forgácstörésre, a felületi érdességre és a megmunkálás idejére. Az előtolás növelése a szerszámkopást csak kismértékben gyorsítja.
Az ajánásokban az előtolást általában átmérő tatományokra adják meg, mert a szerszám méretétől függően változik a megengedhető előtolás (míg az optimális forgácsolási sebesség az átmérőtől független). A megadott előtolás értékekből az alábbi képletek segítségével lehet számolni a gépen beállítható előtoló sebességet, amely a forgácsolás termelékenységének legfontosabb mérőszáma:
Előtoló sebesség fúrásnál:
Vf = f x N (mm/min)
ahol
Vf - az előtoló sebesség
f - a fordulatonkénti előtolás
N - a fordulatszám, (amely az ajánlott forgácsolási sebességből a fenti képlettel számolható)
Előtoló sebesség marásnál:
Vf = fz x z x N (mm/min)
ahol
Vf - az előtoló sebesség
fz - a fogankénti előtolás
D - a szerszámátmérő (mm)
z - a fogszám
N - a fordulatszám
A fogásmélység az előtolással együtt meghatározza a forgács keresztmetszetét és azon keresztül a forgácsoló művelet minőségét és termelékenységét. Fogásmélységről elsősorban marásnál beszélünk. Telibefúrásnál a fogásmélység az átmérő felével egyenlő, menetfúrásnál nem tudjuk befolyásolni, mert a menetprofil mérete meghatározza. Furatbővítésnél és dörzsárazásnál az előfúrás és készméret közti különbség fele adja a ráhagyást. Marásnál radiális és axiális fogásmélységről is beszélünk.
Pl. itt
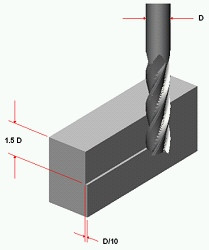
A radiális fogásmélység D/10 (a szerszámátmérő tizedrésze), az axiális pedig 1,5D (a szerszámátmérő másfélszerese).
Minél nagyobb a leválasztandó anyagkeresztmetszet, annál termelékenyebb a megmunkálás, de a forgácsolási erők megnőnek, ami negatív hatással lehet a pontosságra. Ezért inkább nagyolást végeznek nagy fogásmélységgel, amit egy simító művelet követ.
A szerszámgyártók ajánlásaiban szereplő forgácsolási adatokat optimális körülmények között végzett kisérletekkel határozzák meg. A következő feltételeket kell figyelembe venni a maximális teljesítmény és éltartam elérése érdekében:
- hűtő-kenő folyadékot kell használni helyesen megválasztva, megfelelő mennyiségben,
- biztosítani kell a munkadarab- és a szerszámbefogás maximális merevségét,
- ügyelni kell a befogott szerszám jó futáspontosságára.
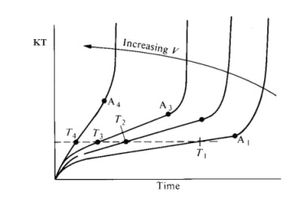
Az ajánlásokban szereplő adatok csak irányértékek, azokat kiinduló értéknek kell tekinteni. A forgácsolási adatok változtatása egy bizonyos tartományon belül műszakilag megengedhető, amíg problémamentes a forgácsolási folyamat és megfelelő felületminőséget kapunk (pl. megfelelő a forgácstörés, nem keletkezik élrátét, nem lép fel túl nagy rezgés). Ezen a tartományon belül az adatok változtatása a költségeket befolyásolja a szerszámkopás és a gépi főidő változtatásával. Megfigyelhető, hogy a szerszámkopást a forgácsolási sebesség növelése erőteljesen gyorsítja (lásd az alábbi ábrát), míg az előtolás és a fogásmélység növelése csak kis mértékben növeli. Ezért, ha a körülmények engedik, a termelékenységet célszerű elsősorban a fogásmélység és előtolás növelésével fokozni, és csak másodsorban a forgácsolási sebesség növelésével. Természetesen gyakran megéri a főidőt csökkenteni nagyobb gyorsabb szerszámkopás és nagyobb szerszámköltség mellett is, mert a főidővel arányos költségek messze túllépik a szerszámköltésget. Bővebben lásd: a forgácsolás gazdaságossága
A könnyen forgácsolható anyagoknak a megmunkálás után sima felületük van, olyan forgácsot termelnek, amely nem akadályozza a gyártási folyamatot, a forgácsolóerők alacsonyak és a szerszámok élettartama hosszú.